Выбираем электроды для сварки инвертором
Содержание:
- Содержание
- О чем речь?
- Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
- Общие данные
- Виды покрытия электродов: основное, рутиловое, кислое, целлюлозное
- Сведения об электродах
- Прокалка (сушка)
- Что еще важно знать об электродах?
- Классификация электродов для ручной дуговой сварки
- Распространенные модели или какой электрод лучше выбрать
- Стандарты резьбы
- Классификация сварочных электродов
- Это Белорусский оригинал Кварцевого обогревателя
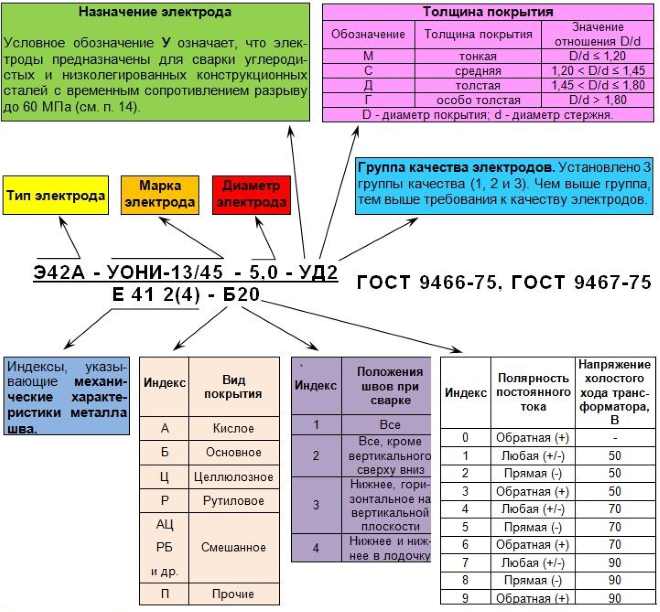
- Маркировка сварочных электродов и их расшифровка
- Назначение электрода
Содержание
О чем речь?
Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
Общие данные
Стоит узнать, что из себя представляют сварочные электроды. Согласно терминологии, это стержень для сварки в виде прутка, который изготовлен из электропроводного материала. Последний – это проводник электричества от агрегата к механизму.
За последние 10 лет в обиход поступило более 100 марок электродов, которые используют для разных целей. Металлообработка – наиболее частое применение комплектующих.
Обычный электрод обладает длиной от 2.5 до 4.5 см. Во время их производства мастера берут электродные провода для сварки, которые покрывают защитным слоем. Оно предотвращает окисление и улучшает качество сварочного соединения.
Место окончания электрода не покрывают для того, чтобы стержень проникал в держатель.
Выделяют плавящиеся и не подверженные плавлению модели. Первый вид быстро уменьшается под воздействием сварочного горения. Во время плавления электроды соединяются с базовым материалам в специальной ванне.
Они нуждаются в замене, когда использовано около 70% изделия. Не оставляйте аксессуар слишком коротким, чтобы он мог задержаться в держателе.
Электроды, которые не горят, сделаны из тугоплавкого металла. Они могут удерживать температуру до 3000 градусов. Такие электроды плавят металл, но при этом сами не деформируются.
Сварщики не замечают их уменьшения. Сварочное соединение получается под действием базового металла.
Виды покрытия электродов: основное, рутиловое, кислое, целлюлозное
Отвечая на вопрос, чем отличаются рутиловые электроды от электродов с основным покрытием, можно понять, что основное отличие в составе обмазки. Наполнителем в данном случае служат различные вещества, процентное содержание которых сильно отличается для электродов с разными покрытиями.

По типу покрытий, электроды делятся на такие:
- Кислотные — буквенное обозначение (А);
- С рутиловым покрытием (Р);
- Имеющие основное покрытие (Б);
- С целлюлозной обмазкой (Ц);
- Имеющие смешанный тип покрытия (две буквы в обозначении);
- Электроды с прочими видами покрытий (П).
К смешанным типам покрытий, относятся электроды, на которые нанесено:
- Кислотно-рутиловое покрытие;
- Рутилово-целлюлозное покрытие;
- Рутилово-основное покрытие.
Характеристики электродов во многом зависят именно от типа покрытия
Поэтому очень важно понимать, где лучше всего использовать электроды с вышеперечисленными четырьмя покрытиями: основным, рутиловым, целлюлозным и смешанным
Сведения об электродах
Изделие представляет собой стержень длиной 25-45 см из электропроводящего материала.
Назначение материалов
Сварочный электрод нужен для создания стабильного электродугового разряда.
Благодаря его высокой температуре кромки соединяемых заготовок плавятся и сливаются воедино.
Дуга возникает при следующих условиях:
- расходник и детали подключены к источнику тока;
- промежуток между ними составляет 2-4 мм.
Классификация элементов
Расходники делятся на типы:
- Плавящиеся. Снабжены покрытием, выполняющим защитную и другие функции.
- Неплавящиеся.
Электроды делятся на типы по составу покрытия.
Первый тип по составу покрытия делится на виды:
- Кислые.
- Основные.
- Целлюлозные.
- Рутиловые.
Различают 4 вида:
- Особо толстое — D/d больше 1,8.
- Толстое — менее 1,8.
- Среднее — менее 1,45.
- Тонкое — менее 1,2.
Особенности эксплуатации
По типу электрода подбирают ток:
- постоянный;
- переменный.
Первый вариант обеспечивает более высокое качество шва. Различают 2 подвида:
- Постоянный с прямой полярностью. Положительный полюс источника подключают к заготовке.
- С обратной полярностью. «Плюс» подключен к электроду.
Постоянный ток обеспечивает высокое качество шва.
От полярности зависит температура нагрева расходника и заготовки.
Различают 4 вида швов:
- Потолочные.
- Вертикальные снизу вверх.
- Те же в противоположном направлении.
- Нижние.
Некоторые электроды не позволяют выполнять потолочные и вертикальные швы из-за высокой текучести металла в сварочной ванне.
Надежность соединения зависит от следующих параметров:
- Силы тока.
- Длины дуги.
- Диаметра расходника.
- Скорости и характера его перемещения.
- Угла наклона к поверхности заготовок.
Надежность соединения зависит от диаметра электрода.
Длину дуги стремятся делать наименьшей. В противном случае происходит следующее:
- Металл расходника успевает окислиться за время пути к сварочной ванне.
- Дуга «гуляет» по стыку, что приводит к распределению тепла по большой площади. В результате уменьшается глубина провара, усиливается разбрызгивание основного материала (он отскакивает от нерасплавленной поверхности).
При большой величине промежутка между расходником и заготовкой шов получается грязным и неаккуратным.
Коротко о марках электродов
ГОСТ 9467-75 устанавливает единую буквенно-цифровую систему обозначения расходников.
Марку записывают в виде дроби, например:
- Числитель — Э46-МР-3 АРС-3-УД.
- Знаменатель — Е432(3)-Р21.
Первый символ числителя обозначает способ сварки. В данном случае — ручная дуговая (литера Э).
Далее указывают временное сопротивление наплавки разрыву в кгс/кв. мм. В указанном примере — 46. Если изделие придает шву повышенные прочность и пластичность, после числа ставят литеру «А» (например, Э50А).
ГОСТ устанавливает систему обозначения электродов.
Следующая позиция — марка электрода (МР-3).
АРС — сокращенное обозначение производителя (завод «Арсенал»).
3 — диаметр.
Следующий символ обозначает тип стали:
- У — углеродистую и низколегированную;
- Л — легированную;
- Т — теплостойкую;
- В — высоколегированную с особыми свойствами.
Литера «Н» на этом месте означает «наплавочный электрод». Такие изделия используются для восстановления стертых участков (например, седла вентиля).
Следующая буква обозначает толщину покрытия:
- М — тонкое;
- С — среднее;
- Д — толстое;
- Г — особо толстое.
Первый символ знаменателя — тип электрода по международной системе обозначений. В данном примере — плавящийся (литера E).
На электродах указывается их тип.
Далее указывают прочность на разрыв в десятках МПа. Для данного расходника это 430 (МПа).
Следующая цифра означает относительное удлинение расходника. 2 — это 24% и более.
Далее цифрой обозначают допустимую температуру. Например, 3 — до -20°С, 6 — до -50°С и т.д.
Следующим символом зашифрован тип покрытия:
- Р — рутиловое;
- А — кислое;
- Б — основное;
- Ц — целлюлозное.
Обмазку смешанного типа обозначают сочетанием букв. Например, РЦ расшифровывается как рутилово-целлюлозный.
Присутствие в покрытии железного порошка показывают литерой Ж: РЖ, АЖ и т.д.
Предпоследней цифрой в марке зашифрованы допустимые пространственные положения шва:
- 1 — все;
- 2 — все, кроме вертикальных в направлении сверху вниз;
- 3 — нижние, горизонтальные на вертикальной плоскости и вертикальные снизу вверх;
- 4 — нижние и нижние в лодочку.
Прокалка (сушка)
Если электроды хранились не в герметичной упаковке и могли отсыреть, то их советуют прокалить. Надо отметить, что прокалка электродов непосредственно перед применением относится к ответственным процедурам, обеспечивающим загорание дуги.
При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
Желательно точно просчитать требуемое количество изделий и просушить с таким расчётом, чтобы по завершении работ их не осталось совсем или оставалось по минимуму.
При следующем обращении к сварочным операциям просушенные ранее электроды должны быть отработаны в первую очередь.
Прокаливание необходимо ещё и для того, чтобы несколько поднять температуру расходного материала непосредственно перед его использованием для сварки труб, например. Немногие образцы изделий способны сразу обеспечить требуемый рабочий режим по причине слишком большого перепада температур в зоне сварки.
Дополнительный прогрев стержней также обеспечивает герметичность соединения, образующегося при так называемой «сварке под давлением». Однако при этом необходим постепенный их нагрев, позволяющий выпарить скопившуюся влагу во избежание появления известкового налёта.
Вопрос прокалки тесно связан с предельным временем и условиями хранения. Согласно действующим нормативам срок годности этих изделий составляет примерно пять лет. Но, по мнению ряда специалистов, они могут эксплуатироваться ещё какое-то время по окончании гарантийного срока.
Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.
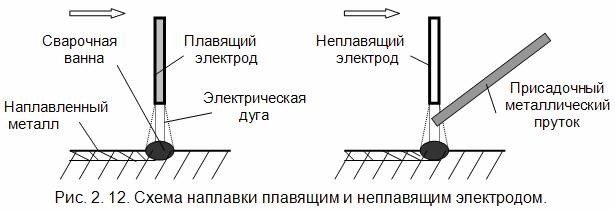
Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав
Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.
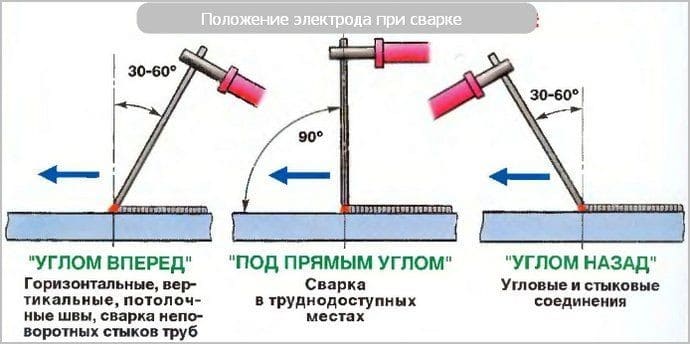
Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками. Немаловажным фактором при выборе материала является вид оборудования
В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки
Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Распространенные модели или какой электрод лучше выбрать
Сегодня существует огромное количество разных электродов, выпускаемых разными производителями. Новички часто путаются в столь большом разнообразии, поэтому ниже представлены характеристики популярных марок стержней:
- MP-3C — это универсальные модели расходников, предназначенные для работы с током постоянной и переменной частоты. Достоинством изделий является легкое воспламенение дуги не только при первом, но и последующем розжиге. В качестве обмазки используется рутил, обеспечивающий эффективную защиту соединения от окисления и проникновения шлака.
- АНО-37 — изделия предназначены для работы с низкоуглеродистыми сталями. Отличаются неприхотливостью работы с металлами, на которых имеется ржавчина. Они также легко разжигаются, что очень удобно для новичков.
- ОЗС-4 — еще один вид неприхотливых в эксплуатации электродов. Основная их особенность в том, что варить ими можно металл не только с присутствующими загрязнениями и ржавчиной, но и влагой.
- УОНИИ-13/55 — еще одна популярная разновидность расходников. Служат они не только для сварки тонкого металла, но и при соединении ответственных конструкций, эксплуатируемых при отрицательных температурах. Перед работой рекомендуется удалить загрязнения и ржавчину с металла.
Электроды поставляются в картонных или пластиковых упаковках, на которых указывается подробная инструкция по их эксплуатации. Ее необходимо обязательно изучить перед началом использования, ведь от этого зависит качество проведения сварочных манипуляций.
Стандарты резьбы
Диаметры подводящих труб и патрубков должны строго соответствовать, а резьбы иметь одинаковые параметры. По нормам они должны соответствовать трубной резьбе на ¾ дюйма. Патрубки смесителя могут быть двух типов:
- С накидной гайкой, имеющей внутреннюю резьбу ¾ дюйма. Такая конструкция нужна при нарезании наружной резьбы на выводных трубах.
- С наружной резьбой. Они предназначены для установки в водорозетках, содержащих накидные гайки.
При использовании эксцентриков иногда применяются другие параметры резьбы. Выводные фитинги могут иметь внутреннюю резьбу ½ дюйма, для вкручивания эксцентрика с соответствующей наружной резьбой. Второй его конец имеет наружную резьбу ¾ дюйма, и предназначен для накручивания накидной гайки смесителя.
Классификация сварочных электродов
Большое разнообразие электродов, а также принципов их классификации затрудняет разработку единой общепринятой системы классификации электродов. Марки электродов стандартами не регламентируются. Подразделение электродов на марки производится по техническим условиям и паспортам. Каждому типу электродов может соответствовать одна или несколько марок.
возможно то что электрод не относится к маркам
Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
| Неметаллические сварочные электроды | Металлические сварочные электроды | ||
| Неплавящиеся | Неплавящиеся | Плавящиеся | |
|
|
Покрытые | Непокрытые |
|
Использовались на ранних стадиях развития сварочных технологий.Сейчас применяются в виде непрерывной проволоки для сварки в среде защитных газов. |
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла.
Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия:
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки:
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Виды электродов по роду и полярности сварочного тока:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности (сварочный электрод соединяется с плюсом).
Это Белорусский оригинал Кварцевого обогревателя
Достоинства:
- высший класс
- встроен терморегулятор
- климат контроль
- таймер времени
- блокировка от детей
Недостатки:
- низкая цена
Маркировка сварочных электродов и их расшифровка
Чтобы разобраться какие электроды представлены перед вами следует изучить их маркировку. Каждая упаковка содержит информацию о 9 основных характеристиках согласно ГОСТ 9466-75.
-
Типы покрытых электродов для сварки.
Высокопрочные стали, с большой долей углерода, высокими или низкими процентами лигатур, варятся электродами с маркировкой, начинающейся с символа Э – электрод, затем идут цифры, указывающие на предельно допустимые нагрузки при растяжении (кгс_мм2), в конце стоит индекс А – обозначающий повышенную устойчивость шва к пластичным и ударным нагрузкам. Например: Э 42, Э 50, Э46 А, Э 60 и тд.
Термостойкие и высоколегированные стали: символа Э, цифр после тире, указывающих на количество углерода, следом идут буквы и цифры – указывающие на конкретный химический элемент (А – азот, М-молибден, Ф – ванадий и тд.) и его количество в сотых долях. Химические составляющие расположены в порядке убывания их количества в изделии. Например: Э-09М; Э-10ХЗМ1БФ; Э-30Г2ХМ и тд. -
Марки электродов для сварки
Марки – параметр индивидуальный и зависит исключительно от производителя. -
Диаметр
Толщина внутренней части покрытого электрода колеблется в пределах от 1.6 до 12 мм, в быту чаще всего используются толщины 3-5 мм. -
Назначение
Изготовленные для работы с углеродистыми сталями и с низким числом примесей, а также прочностью до 60 кгс/м2, электроды маркируются буквой – У;
Легированные конструкционные стали с пределом прочности выше 60кгс/м2, сваривают изделиями с маркировкой – Л;
Продукцию для сталей с низким коэффициентом теплопроводимости маркируют буквой – Т;
Металлы с большой долей примесей и уникальными свойствами можно сваривать изделиями с маркировкой – В;
Наплавочные слои с уникальными характеристиками производятся изделиями с маркировкой – Н. -
Толщина покрытия
Значение, показывающее соотношение толщины покрытия к внутреннему стержню. Если это отношение меньше 1.2, то изделие маркируют символом М и относят к тонко покрытым; средний слой в пределах от 1.2 до 1.45 маркируется символом С; толстые – от 1.45 до 1.8 отмечают символом Д и наконец самое толстое, отношение которого более 1.8 маркируют отметкой Г. -
Основные свойства шва
Точные свойства сплавов, для каждого типа эти значения собственные и указывают на прочность, процентный состав примесей, рабочую температуру шва и ряд других показателей. Данные значения можно найти в соответствующих таблицах с расшифровками. -
Вид электродного покрытия
А – кислотное покрытие.
Б – фтористо-кальциевое.
Ц – целлюлоза.
Р – рутиловое.
Ж – повышенное содержание железа.
Также существуют смешанные виды покрытия электродов, которые маркируется несколькими буквами исходя из состава. -
Маркировка пространственных положений
1 – все,
2 – все, кроме вертикального, направленного вниз;
3 – нижнее, плюс вертикальное (движение снизу-вверх);
4 – исключительно нижнее. -
Род сварочного тока и подключение
– Индекс 0 электроды для постоянного тока и обратным подключением;
– индекс 1,4, 7 – указывает на изделия для любых родов напряжения и любых подключений;
– указатели – 2,5,8 – ток любой, но подключение должно быть прямым;
– индексы – 3,6,9 для любых токов и обратного подключения.
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.










