Какие бывают электроды для сварки инвертором — разновидности, характеристики, правила выбора
Содержание:
- Диаметр и подключение электрода
- Пошаговая инструкция по сварке инвертором
- Новое на сайте
- Лучшие сварочные электроды с рутиловым типом покрытия
- Требования СанПиН к ванным комнатам
- Причины залипания электрода при инверторной сварке
- Характеристики и критерии выбора
- От чего отталкиваться при выборе электродов
- Основные правила выбора размера унитаза: фото привлекательных санузлов
- Популярные марки
- Полярность прямая и обратная: в чем разница
- Разновидности
- 3 Сварка различных материалов – какие электроды выбрать?
- Как устроен электрод
- Украшения на Новый год 2021 своими руками из под…
- Аппараты аргонодуговой сварки TIG
- Обогреватель Никатэн NT 200 керамический
- Готовимся, приобретаем, запасаемся
Диаметр и подключение электрода
Изначально требуется решить, какие электроды лучше для инвертора, и каким должен быть их диаметр. Этот показатель напрямую связан с размерами заготовок. Если их толщина 3 мм, то и диаметр расходного материала должен быть таким же. Для сваривания более толстых заготовок потребуются и более крупные электроды. Начинающим сварщикам лучше всего тренироваться на изделиях 3 мм, называемых в обиходе тройкой. Основные показатели, облегчающие выбор материала, приведены в таблице.
Выбор электрода зависит и от типа подключения, которое может быть с прямой или обратной полярностью. Обычно, этот показатель указывается на упаковке. Если используется обратное подключение, то положительный выход соединяется с электродом, а отрицательный – с зажимом, прикрепляемым к заготовке. При подключении с прямой полярностью все происходит наоборот: деталь соединяется с плюсом, а электрод – с минусом.
Каждое из этих подключений различается в зависимости от электронного потока. Упорядоченное движение электронов происходит от минусовой к плюсовой клемме. В связи с этим, нагрев детали, подключенной к плюсу, получается гораздо интенсивнее. Степень нагрева металлических изделий можно изменять, используя разные режимы соединения. В случае неправильного подключения, слишком тонкий металл может прогореть, особенно при использовании мощного стержня. Сваривая толстые детали, следует воспользоваться прямой полярностью, для более глубокого прогрева заготовки.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Новое на сайте
Лучшие сварочные электроды с рутиловым типом покрытия
СВЭЛ МР 3C 2.5мм
Универсальная рутиловая продукция. Используют при изготовлении ответственных стальных конструкций из низкоуглеродистых и низколегированных сплавов. Электроды работают как на переменном, так и на постоянном токе с любой полярностью. Рекомендовано вести работы со средней или короткой дугой. Возможна эксплуатация на форсированном режиме, что способствует увеличению производительности. Соединение поверхностей выполняют из различных пространственных положений.
Основные характеристики:
- диаметр 2,5 мм;
- масса 5,1 кг.
РЕСАНТА МР-3 4мм
Назначение электродов этой марки — изготовление конструкций разных типов (рядовые, ответственные) на основе углеродистых сталей. Сварочные работы выполняют из разных пространственных положений. Возможно использование источника переменного (напряжение холостого хода 50 В) или постоянного тока (прямая или обратная полярность). Диаметр 4 мм, масса 1,19 кг.
Преимущества:
- хорошее качество сварки;
- возможность работать даже с недостаточно хорошо очищенными, ржавыми поверхностями;
- покрытие из рутила, а не из заменителя.
Недостатков нет.
Требования СанПиН к ванным комнатам
Причины залипания электрода при инверторной сварке
Попробуем отделить причины, на которые мы повлиять не можем:
низкое или неровное сетевое напряжение, которое приводит к слишком низкому сварочному току.
Виды сварных соединений.
Причины, которые мы изменить можем:
- высокая влажность обмазки и наконечников из-за неправильного хранения гигроскопичных электродов;
- низкое качество электродов и их покрытия;
- неверный выбор электрода для сварки конкретных металлов или сплавов;
- неправильные настройки инвертора;
- неверно выставленная полярность сварочного тока;
- обрыв кабеля или нарушенный контакт держателя;
- некачественная очистка поверхностей свариваемых деталей
- грязный электрод;
- некомпетентность сварщика.
Как видите, на одно не зависящее от вас обстоятельство приходится девять факторов, с которыми очень даже можно поработать, чтобы избавиться от неприятного сварочного «синдрома» в виде залипания электродов. А если разобраться, то и со скачками сетевого напряжения можно справиться. Так что все в ваших руках.
Вторая по частоте причина – отсыревшие электроды вследствие неправильного хранения. Дело в том, что большинство расходников с покрытием чрезвычайно гигроскопичны – впитывают влагу где только возможно.
Производители выпускают такую продукцию в полиэтиленовых упаковках. При малейшем нарушении целостности влагонепроницаемой упаковки такие электроды становятся влажными и всегда будут прилипать во время сварки.
«Неправильные» электроды могут встретиться в трех вариантах.
Первый вариант – это неверно подобранные расходники для конкретного металла или сплава. Самые первое требование – они должны быть только для постоянного тока! Сварка с инвертором подразумевает только такой вид расходников. Если вам попадется экземпляр для работы с переменным током, вы получите нестабильную дугу и перегрев металла. Капля расплавленного металла как раз и припечатает намертво наконечник к поверхности. Возникает вопрос: какие электроды лучше выбирать для сварки инвертором – обычные низколегированные без особых требований или высоколегированные? Однозначного ответа вам никто не даст. Потому что отбирать материал для сварки нужно по многим критериям для определенных металлов и оборудования. Просто эти критерии нужно учитывать точно и безоговорочно.
Второй – старый расходник с обсыпавшейся обмазкой
Кончик – самое важное и одновременно самое уязвимое место: там обычно и обсыпается старая обмазка. Такой экземпляр обязательно залипнет
Часто встречаются случаи, когда кончик не обсыпался и сохранился целым, но сам расходник долго лежал и попросту старый. Забыв проверить срок изготовления, мастер начинает ломать голову, почему залипает электрод при сварке инвертором, и не может найти истинную причину.
Третий вариант – низкое качество от самого производителя. Здесь мастера сталкиваются с дилеммой. Расходники от знаменитых фирм – довольно дорогой материал, поэтому всегда есть искушение приобрести что-нибудь подешевле. Такого «что-нибудь» на рынке масса: расходники весьма сомнительного качества с покрытием из непонятных смесей, в которых о соблюдении стандартов даже говорить не приходится. Это еще полбеды. Настоящая беда – частые подделки под немецкую или шведскую продукцию. Решением данной проблемы будет выбор солидных поставщиков, проверка сертификатов продукции. И не забывать пословицу «скупой платит дважды», которая относится, прежде всего, к покупке качественных электродов. В сварочном деле можно экономить на многом. Но не на электродах. Еще раз: не на электродах!
Установка неправильного сварочного тока – слишком низкой мощности. Такая ситуация может произойти в результате неграмотных установок инверторного аппарата. Мощность тока должна точно соответствовать двум вещам: толщине кромок металлических заготовок и диаметру расходника. Иногда несоответствие такого рода возникает из-за элементарного незнания, но чаще это происходит из-за сознательного снижения мощности тока.
К этому же «пакету бед» можно отнести и неверную технологию поджигания дуги. Частый способ – постукивание кончиком расходника по металлической заготовке, в результате чего происходит замыкание с мгновенным нагревом металла, за чем сразу же следует прилипание намертво.
Плохо очищенные металлические поверхности заготовок – отдельная история, которая упоминается практически в каждой статье, посвященной сварке. Тем не менее молодые мастера продолжают пренебрегать зачисткой деталей с соблюдением технологий. А ведь это самый понятный и нужный способ не только предупреждения залипания расходников, но и подготовительные работы, напрямую влияющие на высокое качество сварочного шва.
Характеристики и критерии выбора
Один из главных параметров сварочных электродов, это — его обмазка, вернее ее состав:
- Проводники с рутиловым покрытием. Сюда же относятся проводники со смешанным покрытием на рутиловой основе. Это — самые популярные электроды, отличающиеся легкостью розжига. Используются при переменном и постоянном токе в любом положении.
- С основным покрытием. Обычно применяются для сварки при постоянном токе. Обеспечивают пластичный шов, но отличаются затрудненным розжигом и повышенной чувствительностью к влажности.
- С кислым покрытием. Как и изделия с рутиловым покрытием, используются для инверторов, однако работу в этом случае необходимо производить в хорошо проветриваемом помещении.
- Для новичков подойдут электроды типа ОЗС-12, тогда как УОНИ относятся больше к профессиональным работам.
- Ручная дуговая сварка подразумевает использование сварочного инвертора. Элементы для этого аппарата должны быть сухими и не иметь повреждений. Они подбираются под тип инвертора, относительно технических характеристик этого приспособления.
- Вес одного электрода для каждой отдельной марки свой, в зависимости от используемых материалов Масса электродов в пачке по стандарту должна составлять 3 кг, 5 кг и 8 кг для электродов диаметром 2,5 мм, 3-4мм, 4мм соответственно.
От чего отталкиваться при выборе электродов
Имеется ряд существенных параметров, на которые стоит обратить внимание при выборе электродов для инверторной сварки. Первое, нажну знать тип материала, с которым надо будет работать
Для работы с ответственным материалом нужно подбирать электроды уже проверенных производителей.
Изделия с основным покрытием соответствуют высокому качеству, они отличаются ударной жесткостью, пластичностью и механической крепостью. Швы, получились при работе с такими электродами, отличаются высокой устойчивостью к появлению микротрещин. Также они не предрасположены к старению. Предпочтение таким электродам необходимо отдавать, если планируется работа с ответственными конструкциями, которые будут использоваться в строгих условиях.
Если поверхность детали из углеродистой стали покрыта коррозией, то электроды необходимо использовать рутилового типа.
От того какой толщины деталь надо соединить инвертором, зависит не только диаметр электрода, но и непосредственно сила сварочного тока, который тоже выражает воздействие на качество получаемого шва.
Перед тем как проводить сварочные работы, необходимо верно подобрать электроды, это даст возможность сделать качественную спайку, даже при использовании самого простого и недорогого инвертора.
Основные правила выбора размера унитаза: фото привлекательных санузлов
Многие при выборе сантехники не учитывают габариты унитаза, обращая внимание только на качество изготовления и другие технические возможности. Специалисты считают такой подход неправильным, потому как, если выбрать неподходящие размеры сантехники, ей будет неудобно пользоваться, что будет вызывать значительный дискомфорт
Чтобы удобно расположиться на унитазе, перед ним должно быть не меньше 60 см свободного пространства
При выборе оптимальных габаритов унитаза в первую очередь рекомендуют обращать внимание на такие моменты:
- После установки размер унитаза не должен мешать нормальному перемещению по санузлу. Требуется, чтобы прибор не становился препятствием при открытии входной двери или дверок шкафчиков.
- Для удобного расположения на унитазе перед ним должно оставаться минимум 60 см свободного пространства, но в целом этот показатель зависит от роста человека, который чаще всего пользуется сантехникой. Если расстояние будет небольшим, то коленки будут упираться либо в стену, либо в другую мебель.
- От высоты унитаза зависит, насколько удобно будет сидеть на нем. Правильной считается такая высота установки, когда в сидячем положении стопы находятся на полу, а не висят в воздухе, в противном случае спокойно расслабиться не получится, а ноги будут в постоянном напряжении.
- При выборе ширины также нужно ориентироваться на телосложение человека, который чаще других пользуется сантехническим прибором. Главное, чтобы в процессе сидения не возникало болезненных ощущений в мышцах. Так, если ободок будет слишком узким, края будут постоянно давить на ноги, если же ободок будет чересчур широким, ноги быстро занемеют.
Правильной является такая высота установки унитаза, когда в сидячем положении стопы не висят в воздухе, а находятся на полу
Не менее важным параметром считается и вес конструкции, на который влияет не только размер унитаза, но и тип материала, из которого он изготовлен. Средними параметрами считаются следующие:
- изделия из фаянса – 26-31,5 кг;
- фарфоровые унитазы – 24,5 – 29 кг;
- вес сантехники из нержавейки – 12-19 кг;
- мраморные модели считаются самыми тяжёлыми, их вес составляет 100-150 кг;
- наиболее лёгкой является сантехника из особого пластика – 10,5 кг.
Стоит отметить, что подвесные модели имеют меньший вес, чем компактные унитазы с бачком, потому как они характеризуются отсутствием ножки. В целом же на вес унитазов влияют размер и вместимость бачка, которая варьируется от 6 до 11 литров. Показатели веса изделия считаются очень актуальными, особенно при монтаже в ветхих домах старого фонда или на вторых этажах в условиях частных домов.
Популярные марки
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием электродов УОНИ следующий.
- Постоянный ток.
- Обратная полярность (кабель держателя ставят на плюс, а массу — на минус).
- Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых — аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов.
При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс).
В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для сваривания нержавеющих сталей. Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества.
Ими осуществляют как горизонтальные, так и вертикальные виды соединений.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование.
Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
- ОК 46.00 — это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали.
- ОК 48.00 — используют для сваривания важных и несущих конструкций на постоянном токе.
- ОК 61.30 и ОК 63.20 — применяются для сваривания различных типов нержавеющей стали.
- ОК 92.60 — марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями.
- ОК 96.20 — аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр.
Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
А какие электроды используете Вы при работе с инверторным аппаратом? Поделитесь своим опытом по выбору расходников в блоке обсуждения к этой статье, Ваш опыт и мнение не заменит ни один теоретический материал.
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность
Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
Разновидности
3 Сварка различных материалов – какие электроды выбрать?
При проведении сварочных работ следует помнить, что для изделий и конструкций из различных материалов нужно приобретать разные электроды. Профессионалы советуют сваривать:
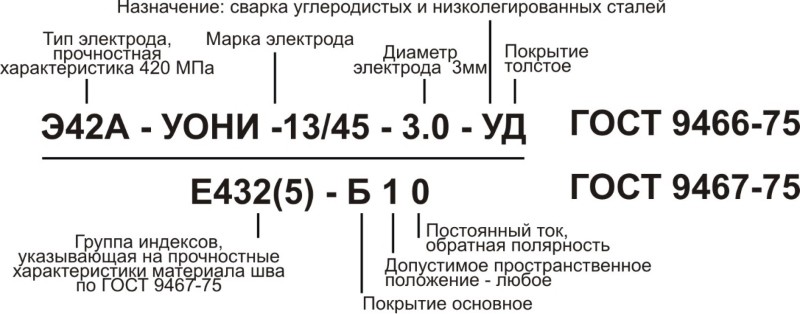
- нержавеющую и высоколегированную сталь стержнями ЦЛ–11, выпущенными по стандартам 10052–75 и 9466–75;
- изделия из углеродистых сталей электродами по ГОСТ 9466–75 и 9467–75 – ОЗС–4, УОНИ–13/45, АНО–21, МР–3С;
- поверхности из малоуглеродистых сталей электродами с альменитовым (АНО–6) и рутиловым (АНО–4) покрытием;
- изделия из различных марок чугуна электродами по ГОСТ 859–78 – ОЗЧ–2.
Все указанные сварочные стержни, реализуемые через торговые сети с эпидемиологическими сертификатами, дают гарантию на стопроцентно качественную сварку. При этом человек, применяющий инверторный агрегат, будет работать в максимально безопасных условиях.
В принципе, инвертор представляет собой современный агрегат, который может варить разнообразные поверхности при помощи практически всех существующих видов электродов. В этом и состоит его высокая популярность. Но далеко не все стержни способны обеспечить по-настоящему качественный результат сварки и хороший товарный вид получаемого шва. Да и вопросы безопасности при использовании электродов, которые не рекомендованы для инверторной сварки, будут откровенно «хромать». Исходя из этого, делаем вывод о реальной необходимости использования означенных выше стержней при эксплуатации инвертора.

Сразу же добавим – при покупке электродов необходимо удостовериться в их подлинности (сертификаты качества, лицензии производителя), а также в том, что изделия перевозились, хранились и упаковывались в надлежащих условиях. Только так можно быть полностью уверенным в их достойном качестве и эффективности применения.
Как устроен электрод
Любой электрод представляет собой проволочную металлическую сердцевину определенной длины, покрытую специальной обмазкой. В процессе сварки появляется электрическая дуга, и под воздействием ее температуры сердечник начинает расплавляться. Одновременно начинает гореть и плавиться нанесенная обмазка. Ее основная функция заключается в создании вокруг места сварки защитного газового облака, перекрывающего доступ кислорода к металлическим поверхностям.
Расплавленная обмазка, находясь в жидком состоянии, растекается тонким слоем по расплавленному металлу, обеспечивая дополнительную защиту от контактов с кислородом. В результате, качество шва значительно улучшается.
Перед тем, как выбрать электроды подвергаются осмотру на предмет сколов и трещин, наличие которых не позволит выполнить однородный прогрев заготовок, и качество шва будет низким. Обмазка должна иметь одинаковую толщину по всей окружности электрода, в этом случае расположение дуги будет строго по центру. Смещение дуги может создать серьезные проблемы для начинающих мастеров.
Следует контролировать степень влажности обмазки. Если она повышена, то некоторые виды выбранных электродов зажигаются с трудом. Поэтому расходные материалы рекомендуется хранить в герметичной упаковке в сухих местах. Не стоит изначально приобретать отсыревшие изделия. Несмотря на возможность сушки, их характеристики будут снижены. Если же электроды все-таки подверглись воздействию влаги, они могут быть помещены в обычную духовку. Температура сушки указывается на упаковке изделия. Самый простой вариант – поместить отсыревшие изделия в сухое помещение с хорошей вентиляцией и держать их там в течение длительного времени.
Обмазка разделяется на несколько типов покрытий. При работе сварки от постоянного тока применяются электроды с основным и целлюлозным покрытием. Для сварочного инвертора, имеющего низкое напряжение холостого хода, лучше всего подходит рутиловое и кислое покрытие. Рутиловая обмазка обеспечивает легкий поджиг и снижает разбрызгивание металла. Кислый вариант вреден для здоровья, при работе с ним нужно обеспечивать дополнительные меры безопасности.
Украшения на Новый год 2021 своими руками из под…
Аппараты аргонодуговой сварки TIG
Технология Tungsten Insert Gas предусматривает сварку металлов в защитной среде с использованием присадочного материала и тугоплавких электродов из вольфрама, которые почти не расплавляются в процессе работы. Горелка tig г-образной формы подает в рабочую зону аргон. Электрод вставляется в сопло из жаропрочной керамики. Благодаря аргоновой атмосфере, на формируемом шве не образуется шлак, не надо применять при сварке защитные флюсы. Шов по технологии TIG получается наиболее прочным и аккуратным, процесс сварки не требует постоянного контроля. Производятся такие сварочные аппараты двух типов: с выпрямителем или инвертором.
Обогреватель Никатэн NT 200 керамический
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной