Покрытые электроды, характеристики, технические требования. классификация, маркировка гост 9466-75
Содержание:
- Содержание
- Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
- Назначение, характеристики
- Принципы маркировки
- Применение электродов
- Условное обозначение электродов МР 3 — пример полной расшифровк
- Пример того, как расшифровать маркировку
- Сертификат качества
- Типы покрытий электродов
- Марки этого типа электродов
- Размеры
- Что из себя представляют электроды УОНИ
- Классификация электродов по свариваемому материалу
- Инструкция по применению
- Варианты исполнения
- Полезное видео: что такое оргалит
- Отличие электродов УОНИ от МР
- Дальнейший уход за газоном
- Свойства
- По группе индексов
- Применение вольфрамовых электродов
- Тонкости использования черных обоев
- Классификация покрытых электродов
- Характеристики электродов
- Плюсы и минусы использования
- Заключение
Содержание
Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
Назначение, характеристики
Электроды – наиболее важные элементы, применяемые при выполнении электродуговой сварки. Основное их предназначение – подведение тока в зону сварки. Производится огромное количество электродов, разделяемых на типы и марки, каждая из которых имеет свою узкую область применения.
При использовании электродов должны выполняться такие условия:
- стабильная дуга (или сварочное пламя), обеспечивающая создание высококачественного шва;
- равномерное плавление основания и обмазки;
- обеспечение требуемого химсостава стали в образованном шве;
- эффективность дуговой сварки при минимизации рассеивания металла;
- легкость отделения шлака;
- минимальная токсичность стержней при выполнении работ;
- сбережение химических, физических и технических параметров.
Принципы маркировки
Для того чтобы подбор электродов не вызывал больших трудностей, была разработана специальная маркировка, расшифровка которой позволяет узнать назначение и тип изделия. Расшифровка маркировки электродов для сварки может вызвать небольшое замешательство у новичка, но изучив основные ее принципы, можно научиться быстро разбираться в примудростях выбора сварочных материалов.
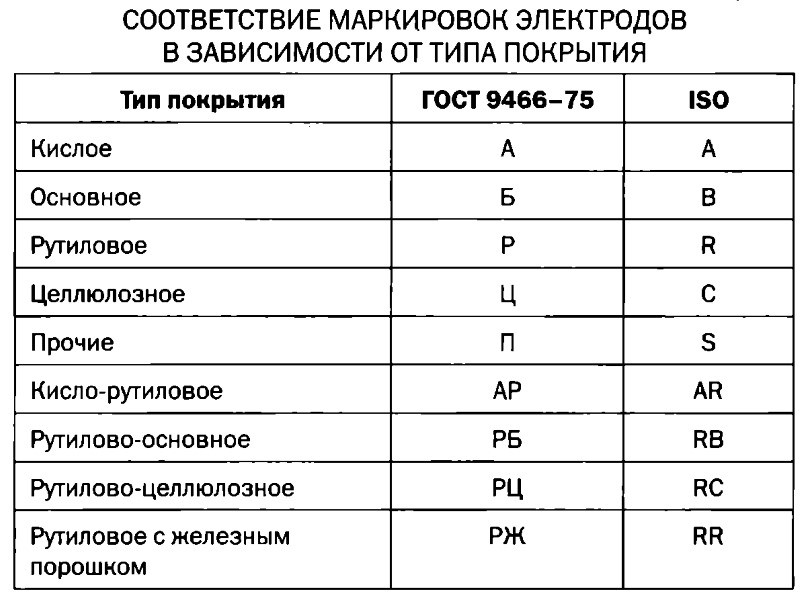
Маркировка электродов в зависимости от типа покрытия
Маркировка состоит из определенных букв и цифр, каждая из которых указывает на определенные свойства. На сегодняшний день такую маркировку проводят исходя из установленных правил, утвержденных ГОСТом, в котором подробно описаны принципы и правила обозначения различных типов электродов.
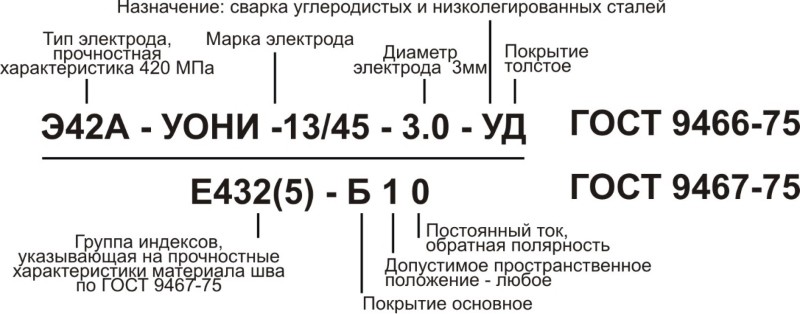
Любое название состоит из нескольких блоков:
- Тип. Обозначается буквой «Э», которая указывает на название изделия, то есть электрод. Далее следует цифра, обозначающая степень временного сопротивления разрыва.
- Марка. Это блок указывает на производителя и собственно марку изделия
- Диаметр. Указывает на толщину электрода.
- Сфера применения. Обозначает с каким типом сварочного аппарата изделие можно использовать, для соединения какого металла электрод подходи и какие у него особенности.
Расшифровка маркировки электродов
Сфера применения обозначается большой буквой, указывающей на тип свариваемого металла (У-углеродистые стали, Л-легированные стали, Т-теплоустойчивые стали, В-высоколегированные марки стали, Н-для формирования наплавки).
- Толщина покрывающего слоя. Обозначение этой характеристики также производят с помощью больших букв (М-тонкий слой, С-средний, Д-толстый, Г-особо толстый слой).
- Индекс. Он указывает на особые свойства свариваемого металла. Для расшифровки этого индекса нужно воспользоваться ГОСТом, где подробно описано каждое значение.
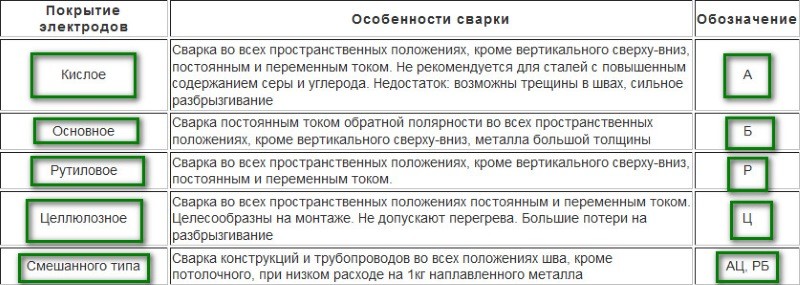
- Тип покрытия (А-кислое, Б-основное, Р-рутиловое, Ц-целлюлозное, П-прочие).
- Возможное положение выполнения сварочных работ в пространстве (1-любое положение, 2-любое, кроме вертикального, сверху вниз, 3-нельзя выполнять вертикальный и потолочный шов любого типа, 4 – только нижний шов).
- Показатель рекомендуемого типа тока, номинального значения и полярности.
- Указание ГОСТа, согласно которого проводилась маркировка.
- Указание сертификатов качества и нормативов, согласно которых изделия производилось.
Также маркировка может дополнительно дополняться другими значениями, указывающими на особые свойства электрода.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Условное обозначение электродов МР 3 — пример полной расшифровк
- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Пример того, как расшифровать маркировку
Для того, чтобы ничего не забыть ещё раз пройдемся по маркировке на примере АНО21
- Вид электрода (Э-46, этот вид идет при сварке низколегированной стали у которого не высокий придел прочности.
- Сама марка, как написано ранее АНО21
- Показатель диаметра равняется 2,5 миллиметра
- То куда можно применить, буквенный знак У говорит о том, что можно применять для стали углеродистой или низколегированной.
Конечно расшифровка не окончена-это будет вашим домашним заданием. Возьмите блокнот и так все распишите, шаг за шагом не спешите и хорошо все сверьте.
Конечно сначала расшифровка маркировки может казаться сложной и непостижимой, но это не так, вам стоит пару раз потренироваться и вы уже будете хорошо ориентироваться. Берите много разные пачек и тренируйтесь на них расписывая их в блокноте.
Сертификат качества
Законодательство РФ требует получать данный документ только на электроды, предназначенные для работ:
- На флоте. Сертификаты выдаются речным и морским регистрами.
- На опасных производствах. Бумаги выдаются Ростехнадзором.
Сертифицировать электроды общего назначения производителей не обязывают. Но многие делают это по собственной инициативе с целью убедить покупателя в высоком качестве своих изделий. Перед приобретением расходников рекомендуется поинтересоваться у продавца, оформлен ли на них сертификат. Его наличие послужит основательным аргументом в пользу приобретения данной марки.
Сертификат на электроды.
Типы покрытий электродов
Распространенные на сегодняшний день разновидности покрытий электродов обладают уникальными свойствами и имеют свое собственное обозначение маркировки.
Электроды с кислым покрытием
Кислая обмазка. Такие электроды имеют в маркировке букву А. Основой такого покрытия является марганец, разнообразные оксиды железа, кремний и прочие элементы. Необходимо сказать, что основным недостатком использования таких электродов с кислой обмазкой является опасность появления на сварочном шве горячих трещин. Такие трещины значительно ухудшают качество полученного соединения, и зачастую приходится проводить сварку заново. Из преимуществ кислой обмазки электродов можем выделить высокую сопротивляемость появлению в шве воздушных каналов, а также возможность выполнения сварки ржавых заготовок и деталей с окалиной. Такой наплавочный материал с кислым покрытием получил широкое распространение при выполнении сварки дугой любой длины переменным и постоянным током.
Электроды с целлюлозным покрытием
Целлюлозное покрытие. Электроды с такой обмазкой обозначаются буквой Ц. Особенностью наплавочных стержней с целлюлозной обмазкой является содержание органических веществ, массовая доля которых в составе может составлять 50%. Из таких органических веществ распространена целлюлоза, которая позволяет обеспечить равномерное образование сварного валика наплавляемого материала. Такие электроды отлично себя зарекомендовали при вертикальной сварке. Характеристики металла в сварном шве соответствуют стали в спокойном и полуспокойном состоянии. Необходимо лишь учитывать, что в таких сварочных электродах содержится большое количество водорода, который при работе со сталью может существенно ухудшить характеристики металла в области сварного шва.
Электроды с рутиловым покрытием
Рутиловые электроды имеют в маркировке букву Р. Как вы можете понять из названия, обмазка содержит большое количество рутила с небольшим вкраплением кислорода и кремния. Наличие таких дополнительных элементов позволяет существенно уменьшить вероятность образования горячих трещин в сварочном шве. Полученный наплавленный материал отличается повышенной ударной прочностью. Во время сварки при горении газовой дуги выделяется газ, который позволяет защитить сварочную ванну, путем образования на поверхности органических соединений и карбонатов. Отметим лишь, что при выполнении сварки в условиях повышенной влажности и воздействия углекислого газа может существенно ухудшиться качество соединения и появляться признаки окисления. Поэтому проводить работы необходимо в условиях нормальной влажности и предварительно прокаливать заготовки.
Такие стержни чувствительны к изменениям режимов сварки и скачкам температуры в шве. В подобном случае даже при чистой поверхности и правильном выборе используемой разновидности наплавочного материала возможен брак соединения. Именно поэтому необходимо выдерживать условия проведения сварочных работ, что и позволит гарантировать качество соединения. Опытные сварщики рекомендуют первоначально прокалывать соединяемые материалы, что и позволит избежать проблем с окислением соединительного шва. Электроды с рутиловым покрытием могут использоваться в тех случаях, когда на поверхности соединяемых металлов заметны ярковыраженные следы ржавчины. Отметим, что благодаря легкости использования такие электроды с рутиловым покрытием пользуются популярностью при выполнении сварочных работ в быту.
Электроды с основным покрытием
Основное покрытие электродов. Такая обмазка имеет обозначение буквой Б. Предназначаются эти стержни для ручной дуговой сварки, и содержат в шлаковой основе различные минералы. Выполняя сварку такими электродами, следует помнить о том, что в процессе работы образуется большое количество шлаков. Минералы выделяют газ, защищающий раскаленный и остывающий сварной шов от воздействия окружающей среды. Из преимуществ такого основного покрытия можем отметить слабую насыщенность водородом, что позволяет исключить ухудшение характеристик стали и других металлов. В наплавленном материале отсутствует водород, который отрицательно сказывается на качестве выполненного соединения. Наплавленный металл не отличается склонностью к окислению, и имеет повышенную устойчивость к сероводородному растрескиванию. Электроды с основным покрытием благодаря своим отличным характеристикам могут использоваться для сварки трубопроводов.
Марки этого типа электродов
Электроды типа Э50А включают в себя большое количество марок и модификаций. Они имеют похожие характеристики и незначительные отличия. Наиболее известными и распространенными являются электроды Э50А УОНИ 13/55.
Каждая буква в аббревиатуре «УОНИ» имеет свое значение. Буква «У» означает, что это электрод универсального назначения. «О» — это обозначение основного вида покрытия электрода. «Н» означает научно-исследовательский, «И» — институт, а следующая за ними цифра «13» — это номер института. Речь идет об институте, где в сое время были разработаны эти электроды.
Этот вид электродов обладает повышенными качествами. Этому способствуют механические свойства металла образуемого шва и химический состав наплавленного металла. Все виды марок этого типа удовлетворяют требования ГОСТа 9467-75. Они находят применение в таких областях, как судостроение, энергетика, атомная промышленность.
При сварке ответственных конструкций желательно иметь оформленный официально сертификат качества. Этот документ дает гарантию, что выпускаемая продукция соответствует всем требованиям, и с помощью этого вида электродов можно получить качественный результат.
Популярными производелями таких электродов являются такие заслуженные предприятия, как «ЛЭЗ», «СпецЭлектрод», «СЗСМ».
Размеры
Одной из определяющих характеристик является размер электрода. Значение при выборе имеют длина и диаметр. Толщина монтируемых деталей влияет на величину диаметра электрода. Сила тока подбирается в зависимости от размера стержня. Показатели стабильности электрической дуги, плотности и качества шва напрямую связаны с диаметром электрода.
Металлические тонкие материалы варятся тонкими электродами (диаметром от 1 мм до 2 мм). Выбирая величину сварочного тока, опираются на особенности составов электродов и монтируемых частей, на температуры их плавления. Тонкие электроды есть риск очень быстро расплавить при большом напряжении.
Для сварки толстыми электродами, соответственно, требуется более сильный ток. Тока должно быть достаточно для того, чтобы разжечь электрод и поддерживать дугу. Существуют табличные значения, где указаны рабочий ток и диаметр электрода для сварки определенного по толщине материала.
Так, 25–100 А достаточно для сварки тонких листов электродом 1–2 мм, 150–200 А – для работы с металлами электродами диаметром около 3 мм. Важным моментом во время сварки является быстрая замена сгоревшего электрода новым.
Что из себя представляют электроды УОНИ
Инструмента для сварочных работ на рынке более чем достаточно. Для качественного соединения необходимо использовать проверенный временем материал. При покупке следует изучить состав покрытия, коэффициент плавки, расход при сварочных работах. Электроды УОНИ относятся к расходным материалам покрытого класса, принцип работы состоит из плавки металла и стержня, что в последующем соединяет изделие. Стержень состоит из легирующих металлов магния, хрома или никеля. Обмазка электродов УОНИ 13/55 служит для создания защитной ванны от воздуха при сварочных работах.
Электроды УОНИ
При попадании воздуха в сварочную ванну, возможен не качественный шов, образование окислов. Покрытие элементов плавления применимо к сварке стали с низким уровнем легирующих элементов, углеродистых пород металла. Такие материалы используют для создания несущих конструкций и прочных соединений. Температура плавки колеблется от -60 до +40 градусов, расход на килограмм расплавленного металла составляет 1,7 кг продукции. Расшифровка названия УОНИ происходит от отечественного наименования института сварки, как универсальная обмазка научного института номер 13.
Классификация электродов по свариваемому материалу
На сегодняшний день существует множество типов, каждый из которых имеет определенную маркировку. Основные виды различают по типу свариваемого материала, и типу тока. В зависимости от типа тока выделяют условное обозначение электродов для постоянного тока и электродов для переменного тока.
В зависимости от типа свариваемого материала, можно выделить электроды для стали различного уровня легирования, чугуна и цветных металлов, таких как медь, алюминий и другие.
При сварочных работах очень важно нанести правильный шов. Так как он, быстро остывая, создает на поверхности чугуна твердые, плохо обрабатываемые зоны, которые очень часто трескаются и крошатся из-за неправильной техники выполнения и неправильного подбора изделия
Следует отметить, что чугун очень легко плавится и переходит в жидкое состояние
При выполнении сварочных работ важно соблюдать соответствующий температурный режим, позволяющий создать качественный шов без физических изменений чугуна
Также важно соблюдать точность сварки, чтобы не оставалось проваров, образованных при выделении газообразных веществ из сварочной ванны. При соблюдении вышеуказанных рекомендаций и правильном подборе электродов, вполне можно проводить качественный ремонт чугунных изделий
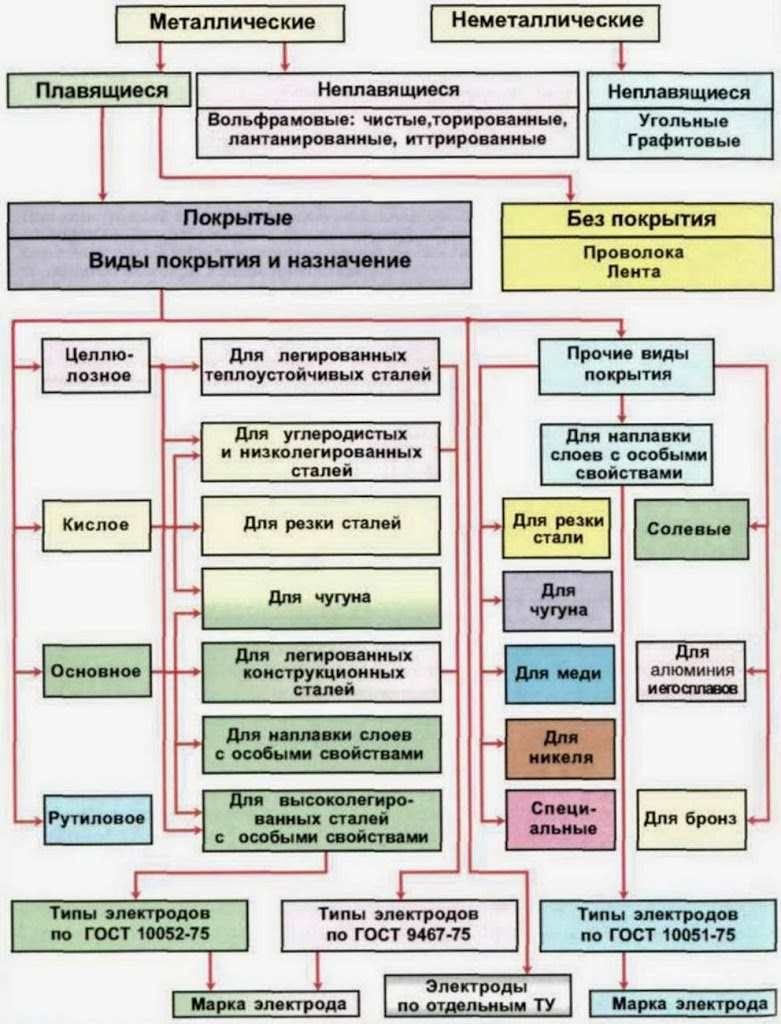
Классификация сварочных электродов
Наиболее распространенными и универсальными являются ванадийсодержащие электроды. Они маркируются таким образом – ЦЧ-4. Ванадий, который содержится в покрытии, обладает особыми свойствами, которые позволяют ему связывать углерод и препятствовать возникновению твердых, хрупких участков, так называемых цементитов.
Перед использованием ЦЧ-4 нужно тщательно подготовить рабочую поверхность. Чугун нужно очистить от загрязнений, пыли и окислений. Сварочные работы нужно проводить медленно, плавными движениям, так чтобы чугун не перенагревался. После остывания, шов нужно обработать, делать это лучше с помощью электроинструмента, потому что он получается достаточно прочным, и вручную обработать его не получится. Пожалуй, это можно назвать единственным недостатком этого типа.
Если же при выполнении сварочных работ важно получить легко обрабатываемый шов, который можно без особых усилий очистить, разровнять и добиться желаемого вида, лучше использовать электроды, содержащие никель. Наиболее распространенными можно считать медно-никелевые, с маркировкой МНЧ-2
Получаемый с помощью них шов довольно прочный, при этом легко поддается обработке. На рынке существуют изделия от множества производителей, но лучше всего отдать предпочтение немецким.
Следующий тип – железоникелевые электроды. Они применяются чаще всего для создания крупных швов при выполнении большого объема работ. При этом они сочетаются с МНЧ-2, с которыми можно выполнять совместную работу. Сначала наносят небольшое покрытие на кромки чугунных изделий с помощью медно-никелевых электродов, а затем проводят основную сварочную работу железно никелевыми.
Для упрощения работы был разработан особый тип, ОЗЧ-2, который отличается тем, что изделие выполнено на основе медного стержня. Их использование позволяет создать довольно качественный шов, но их применяют чаще в домашних условиях, так как для большого объема работ и получения высокой прочности соединений лучше использовать комбинацию двух типов электродов, указанных выше.
Никелевые электроды наиболее дорогостоящие, но они используются редко и обычно в промышленных условиях, там, где необходимо исправить дефекты ответственных изделий. Например, для ремонта двигателей или деталей, работающих при повышенных ударных нагрузках и износе, связанном с трением в процессе эксплуатации.
Особенности покрытий электродов
Маркировка электродов по нержавейке также зависит от типа используемых при их производстве материалов. Подбор необходимых электродов нужно выполнять строго исходя из типа свариваемой стали. При этом лучше проконсультироваться со специалистами, представляющими производителя изделий
Это важно, так как подбор марки напрямую влияет на качество сварочных работ и простоту их выполнения
Инструкция по применению
Для начала осмотрите устройство. Убедитесь в его целостности, отсутствии каких-либо повреждений. Также проверьте исправность кабеля и розетки. Указанные процедуры позволят избежать замыканий электрической сети. После этого включите обогреватель в сеть.
Перед началом эксплуатации внимательно прочитайте инструкцию, которая прилагается в комплекте к устройству. Четко соблюдайте все рекомендации и советы во избежание поломок.
Не трогайте руками нагревающуюся поверхность, так как она является довольно горячей и может стать причиной серьезного ожога. Не накрывайте обогреватель, так как это может привести к внутреннему перегреву. Также не используйте устройство, если уровень влажности в помещении превышает показатель в 95%.
При обнаружении любых дефектов и поломок немедленно предпримите действия по их устранению. Если вы не уверены в своих силах и не обладаете достаточным количеством технических знаний, а также в том случае, если на аппарат еще действует гарантия, доверьте починку специалистам. Самостоятельное вмешательство может только ухудшить ситуации и привести к непоправимым последствиям.
Варианты исполнения
|
темный кирпич |
светлый кирпич |
Наши преимущества
Гарантия на всю продукцию – 2 года
Мы отвечаем за качество нашей продукции и выполняем свои гарантийные обязательства
Собственная производственная база
Позволяет нам выполнять заказ любого уровня сложности
При заключении договора – бесплатный выезд замерщика
Вы платите только за работу по установке и изготовлению
Никаких скрытых и дополнительных платежей
Наша схема работы прозрачна — никаких дополнительных доплат, сверх первоначальной суммы не потребуется
Полезное видео: что такое оргалит
Отличие электродов УОНИ от МР
Часто новички задаются вопросом, что лучше – УОНИ 1355 или МР3. Спешим прояснить ситуацию.
Обе марки предназначены для соединения углеродистых и низкоуглеродистых сталей, разница только в характеристиках тока, необходимого для сварки. Электроды МР3 используются для сваривания любым видом тока, причем полярность не имеет значения.
УОНИ же могут качественно варить только при постоянном токе, полярность должна быть обратной. Постоянка не может в этом случае заменяться переменкой, иначе электрод будет прилипать, а сварочная дуга не будет гореть равномерно. Учитывая этот нюанс, вы можете избежать разбрызгивания металла и дефектов сварного шва.
Дальнейший уход за газоном
Свойства
Теплоизоляционная штукатурка среди своих достоинств имеет не только теплоизоляцию. Состав смеси делает его многофункциональным материалом, так что утепление не единственный конек штукатурки для внутренних работ.
Свойства теплоизоляционной штукатурки:
- Пожаробезопасность. Этот материал вообще не горюч, если в составе его есть минеральный наполнитель. Исключением является штукатурка на основе пенополистирола, что относится к группе Г 1.
- Возможность применения для разных работ. Этот материал может служить для декоративной отделки, благодаря чему вы своими руками можете преобразить помещения. Это и финишное покрытие, и материал для выравнивания поверхностей.
- Теплоизоляционные характеристики. Тепла штукатурка ничуть не уступает по своим физическим свойствами традиционным материалам. Для сравнения: пятисантиметровый слой этой штукатурки является эквивалентом кладке в два кирпича или же 2-4 см такого материала как пенополистирол.
С этой штукатуркой легко работать, справится и непрофессионал. Теплоизоляционная штукатурка в разы легче обычной, вы убедитесь, что она не оказывает воздействия на стены и фундамент. Наконец, она отличается хорошей адгезией к стеновым материалам.
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
Применение вольфрамовых электродов
Угольные и графитовые стержни сегодня для домашнего применения практически не используются. Для сварки цветных металлов, алюминия и нержавеющей стали используются вольфрамовые стержни.
В зависимости от режима сварки в защитных газах, который определяется такими факторами, как толщина металла, его вид, защитная атмосфера и другими, выбирается вид вольфрамового стержня для использования в соответствующем режиме.
Классификация вольфрамовых электродов зарубежного производства.
| Режим сварки с использованием тока | Назначение электрода в зависимости от марки металла | Обозначение электрода цветом | Обозначение марки электрода |
| Переменный | Для сваривания алюминия, магния и их сплавов | Зеленым | WP |
| Постоянный | Для сварки низколегированных, углеродистых и нержавеющих сталей | Красным | WT-20 |
| Постоянный или переменный | Для сваривания стали любых марок | Серым | WC-20 |
| Постоянный или переменный | Для сваривания нержавеющей и легированной стали | Золотистым | WL-15 |
| Постоянный или переменный | Для сварки нержавеющих сталей | Синим | WL-20 |
| Постоянный | Для сваривания нержавеющей, углеродистой и низколегированной стали и меди | Темно-синим | WY-20 |
| Переменный | Для сваривания алюминия и магния | Белым | WZ-8 |
Тугоплавкие электроды отечественного производства имеют маркировку:
- ЭВЛ — лантановые стержни.
- ЭВИ — иттриевые стержни.
- ЭВЧ — вольфрамовые стержни. Сварку осуществляют только на переменном токе.
Для маркировок ЭВЛ и ЭВИ сварку можно проводить в двух режимах с требуемой полярностью. Они имеют различные цветовые обозначения в зависимости от цели использования. Выбор режима и силы тока зависит от характеристик заготовки и металла. Например, изделия из меди и нержавеющей стали варят с применением постоянного тока, а для сварки алюминия применяют переменный ток.
При сварке неплавящимися электродами следует устанавливать полярность: прямую или обратную. Для обратной полярности устанавливают массу на минусе, а держатель на плюсе, а для прямой — наоборот. От выбора режима полярности будет зависеть форма проваренного металла. Глубоким и узким шов будет при установке постоянного тока и прямой полярности. Широкий и поверхностный шов получится при выборе постоянного тока и обратной полярности.
Вольфрамовые стержни имеют свойство затупляться по мере проведения сварочных работ и требуют заточки. При длине электрода до трех диаметров следует выдерживать угол заточки в 30 градусов и на полмиллиметра притупляют кончик. Чтобы сэкономить длину вольфрамового стержня сварочные работы начинают с подачи газа и потом поджигают дугу. С этой же целью категорически запрещается стучать по заготовкам кончиком электрода. Дугу следует зажигать на графите и затем переносить к месту сварки.
Тонкости использования черных обоев
Классификация покрытых электродов
Из-за большого количества обозначений электродов для ручной дуговой сварки создали специальную марку электродов, в которой находится цифра, обозначение и назначение детали. Маркировка помогает быстро отыскать нужный тип стержня.
Как расшифровать обозначения электродов, и какими признаками они разделяются между собой?
Виды электродов для сварочных работ.
Отметим несколько важных моментов:
Назначение.
Оно зависит от материала – сплав с небольшим количеством примеси и углеродистый сплав, изделия с большим количеством лигатуры, сплав с повышенной прочностью, уникальными характеристиками и особенностями, наплавочные детали, обладающие уникальными возможностями.
Вид.
Данное значение касается результата, для которого важно следующее: прочные свойства, практически отсутствие вероятности разорваться, временно или точечно воздействовать с механической стороны с окружающей средой.
Марка.
Данное значение является одним из самых уникальных. Оно дается исключительно производителем для более удобной классификации конструкций на внутреннем уровне
Это дает возможность понять, почему некоторая маркировка деталей для сварочных работ может быть одинаковой по параметрам, но разной при отличных между собой производителях.
Толщина.
За счет различия между величинами толщины и её соотношения с размером прутка в центре, детали классифицируют по внешнем слою на: тонкие, небольшие, толстые и самые толстые.
Ток.
Для электродов УОНИ может использоваться любой род тока: постоянный, переменный, прямой, обратный и смешанный.
Состав поверхности.
В этой подкатегории сварочные элементы делят на: основные типы, кислотные, целлюлозные, рутиловые, детали, где есть повышенная концентрация железа и смешанные слои с напылением.
Качество шва.
Сюда также можно отнести и состояние шва, после того как стержни электродов уже будут использованы. Их классификация подразумевает под собой наличие трех групп. Самые лучшие конструкции с отличным высоким качеством находятся в первой группе. Далее идет на уменьшение.
Классификация стержней в зависимости от доступа к работе.
В данном случае их делят в зависимости от положения: хаотичные, все, кроме вертикальных и по направлению вниз, нижние и вертикальные, направляющиеся наверх и нижние.
электродуговой сварки
Характеристики электродов
Расходники изготавливаются из сварочной проволоки Св-08 или Св-08А (ГОСТ 2246-70). Ее длина составляет 45 см.
ГОСТ и другие требования
Необходимые технические характеристики и правила обозначения для электродов приведены в ГОСТ 9466-75 и 9467-75. Согласно этим документам, производитель обязан наносить маркировку на упаковку. Некоторые компании указывают ее и на самом изделии.
К какому металлу применяется
Расходники Э42 используются для сварки следующих видов сталей:
- углеродистой;
- низколегированной, например марок 09Г2 и 14Г2.
Расходники Э42 используются для сварки углеродистой стали.
Для работы с медью и прочими цветными металлами они не подходят.
Физические и химические свойства шва
Состав электрода и его покрытия должны обеспечить следующие показатели:
- Временное сопротивление разрыву — 42 кгс/кв. мм.
- Относительное удлинение — до 22%.
- Ударную вязкость (сопротивление хрупкому разрушению, хладноломкость) — 150 Дж/кв. см при +20°С и 35 при -40°C.
- Наплавочный коэффициент — 10 г/А*ч.
- Расход на 1 кг шва — 1,6 (кг).
Содержание химических элементов в стержне изделия:
- Углерод (C) — 0,08%.
- Марганец (Mn) — 0,7%.
- Кремний (Si) — 0,1%.
- Сера (S) — 0,035%.
- Фосфор (P) — 0,035%.
Сварочные электроды необходимы при создании конструкций из металла.
Рабочий диапазон температур — от -20°C до +20°C.
Для электродов менее 3 мм
Расход на 1 кг шва составляет 1,6 кг, а угол загиба — 150°.
Доля химических элементов в металле шва или наплавке:
- серы — не более 0,04%;
- фосфора — до 0,045%.
Временное сопротивление разрыву — 42 кгс/кв. см.
Плюсы и минусы использования
Положительные стороны стержней:
- доступность для всех пользователей;
- быстрый поджиг и стабильное горение дуги;
- горячий металл почти не разбрызгивается;
- образование легко удаляемого слоя шлака;
- прочность шва;
- отсутствие чувствительности к гальванической защите и следам ржавчины на кромках свариваемого металла;
- пониженная токсичность.
Отрицательные черты:
- варит только металлы толщиной до 5 мм;
- требуется применение флюсов;
- невозможность сварки трубопроводов высокого давления.
Цены перекрывают все имеющиеся недочеты. Приобрести материалы разного диаметра в специализированных магазинах можно, заплатив за 1 кг 70-152 руб.
Пачка электродов весом 5 кг.
Заключение
Копанием картофеля занимается каждый огородник, который занимается выращиванием овощей на своем участке. Вручную делать это довольно сложно и поэтому многие используют специальные картофелекопалки для мотоблоков. Чтобы самостоятельно создать такую конструкцию, необходимо ознакомиться с пошаговой инструкцией изготовления копалок.