Дюймовая резьба: таблица размеров, маркировка, гост
Содержание:
- Стиль манга для поклонников японских мультфильмов
- Видео: Как мыть натяжные потолки
- Как правильно наносить затирку?
- Домашний очаг
- Особенности строительства круглого дома
- Применение дюймовой резьбы
- Нарезание многозаходной резьбы
- Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
- 1.5.3. Кинематические (или ходовые) резьбы
- Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Метрическая резьба (рис. 1)
- Горячая сварка
- Отделка цоколя штукатуркой
- Классы точности и правила маркировки
- Нарезка трубной резьбы
- Разновидности и сферы применения метчиков
- Выполнение трубной резьбы
- Свойства цвета
- Параметры и части метрической резьбы
- Рисунок из геометрических фигур»Космический полет»
- Каким должен нахлест?
- Видео «Примеры крысоловок»
- Резьба метрическая. Профиль.
- Применение
- Рубрики
- Нюансы заливного пола с рисунком
- Достоинства и недостатки резьбовых соединений
- Изготовление резьбы
- Особенности
- Лучшие покупные крысоловки
- Рельефная резьба
- Проходной выключатель: схема подключения устройства из разных мест
- Зеленушку можно найти даже поздней осенью
Стиль манга для поклонников японских мультфильмов
Видео: Как мыть натяжные потолки
Как правильно наносить затирку?
Домашний очаг
Особенности строительства круглого дома
Круглые дома попадаются не часто, но они в последние годы стали более востребованы в качестве частного жилья. В большинстве случаев такие здания строятся на основании технологии надувных, железобетонных скелетов. По сообщениям, застройщики предоставляют 600-летнюю гарантию на круглые дома! Постройка создается на кольцевом фундаменте с усилением. «Раздувание» скелета длится шесть недель и требует постоянного контроля над ударными устройствами. Внутренний каркас покрыт пенополиуретаном, который является изоляцией для всего купола и опорой для укрепления целого, затем он распыляется бетоном снаружи. Вся конструкция занимает около 10 месяцев. Эта жесткая, несгораемая и долговечная постройка, которая имеет много преимуществ:
- устойчивость к разрушению со стороны погодных условий;
- скорость строительства;
- экономия тепла и тепла;
- отсутствие традиционной кровли и часто фасада;
- отличная теплоизоляция.
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Нарезание многозаходной резьбы
Для нарезания требуется соблюдения определённых правил на металлорежущем оборудовании. Операция требует точного соблюдения угловых делений в момент последовательного перехода от одного шага к другому. Это позволяет выдержать точное число заходов резьбы.
Нарезание производится следующими способами:
- постепенным поворотом закреплённой детали на заданный угол в поводковом патроне;
- фрезерованием изделия дисковыми или гребенчатыми фрезами (обработка производиться непрерывно или последовательно путём деления на составные части).
Настройку станка производят не на шаг, как для однозаходной конструкции, а на величину хода. В этом случае шаг и ход определяют расстояние, которое должен проходить резец или фреза за один оборот вращения заготовки. Например, для нарезания трёхзаходной системы на болт диаметром 20 миллиметров величина шага должна составлять два миллиметра. На станках, оборудованных для проведения таких операций, на коробке передач предусмотрены специальные положения. Нарезание многозаходной конструкции с указанными параметрами, производится установкой рычага управления коробки передач на передней бабке на шаг с индексами 2х3. На других станках величину хода настраивают при помощи специального звена по изменению шага.
Полученный результат позволяет определить количество секторов и угол, на который необходимо повернуть заготовку, закрепив заново в шпинделе. В некоторых станках для решения этой задачи предусмотрены делительные устройства. Они позволяют точно выставить необходимый угол. Например, для нарезания трёхзаходной резьбы его поворачивают по часовой стрелке на двадцать делений. Для чётырёхзаходной необходимо осуществить поворот на 15 делений. Чем больше количество необходимых нарезок, тем меньшее количество делений следует выставить.
Если такое устройство не предусмотрено, используют отверстия, предусмотренные в шпинделе. Они позволяют производить изменение угла, начиная с 30° с изменяемым шагом в 15 и 30 градусов. Они соответствуют наиболее часто используемым количествам заходов от 12 до 2.
Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
1.5.3. Кинематические (или ходовые) резьбы
Трапецеидальная
резьба (рис.
1.13). Профиль резьбы — равнобочная
трапеция с углом α = 30°. Резьба применяется
для передачи осевых усилий и движения
в ходовых винтах.
Симметричный
профиль резьбы позволяет применять ее
для реверсивных винтовых механизмов.
В настоящее время
действуют следующие стандарты на
трапецеидальную резьбу: профиль резьбы
по ГОСТу 9484—81; основные размеры
однозаходной резьбы — ГОСТ 24737—81;
диаметры и шаги однозаходной резьбы —
ГОСТ 24738—81; диаметры, шаги, ходы и допуски
многозаходной резьбы — ГОСТ 24739—81;
допуски для однозаходной резьбы — ГОСТ
9562—81.
Примеры обозначений
однозаходной
трапецеидальной резьбы:
Тr
40 х
6 — 8е
(Tr
— трапецеидальная,
40 — номинальный диаметр резьбы на
стержне; 6 — ход; 8е— поле
допуска);
Tr
40 х
6 LH
— 8e(та же резьба,
но левая).
Рис.
1.13. Профиль и основные размеры
трапецеидальной резьбы
Примеры обозначений
многозаходной
трапецеидальной резьбы (рис. 1.14):
Тr
40 х
9 (Р3) — 6е
(Тr—
трапецеидальная, 40 — номинальный диаметр
резьбы на стержне, 9 — ход, 3 — шаг в мм,
6е — поле допуска).
Рис. 1.14. Пример
обозначения трапецеидальной резьбы
Упорная резьба
(рис. 1.15. Профиль резьбы по ГОСТу 10177—82
— неравнобочная трапеция с углом рабочей
стороны 3° и нерабочей — 30°. Этот же
стандарт регламентирует и основные
размеры резьбы. Допуски — по ГОСТу
25096—82.
Рис.
1.15. Профиль и основные размеры упорной
резьбы
Упорная резьба
характеризуется высокой прочностью.
Винтовая пара с упорной резьбой обладает
высоким КПД. Резьба применяется в
грузовых винтах для передачи больших
усилий, действующих в одном направлении
(в мощных домкратах, прессах и т.д.).
Примеры обозначений
упорной
резьбы (рис. 1.16):
S80 х
16 — 7h
(S— упорная;
80 — номинальный диаметр; 16 — шаг; 7h— поле
допуска);
S
80 х
16 LH— 7h
(для стержня,
LН— для
отверстия, левая);
S80 х
20 (Р5) — 7h(80 — номинальный
диаметр, 20 — ход, 5 — шаг у четырёхзаходной
резьбы).
Рис. 1.16. Пример
обозначения упорной резьбы
Прямоугольная
(квадратная) резьба
(рис. 1.17) имеет высокий КПД и дает большой
выигрыш в силе, поэтому подобные резьбы
применяют для передачи осевых усилий
в грузовых винтах и движения в ходовых
винтах. Прямоугольные (квадратные)
резьбы не стандартизованы, так как имеют
следующие недостатки:
а) в
соединении (типа «болт — гайка») трудно
устранить осевое биение;
б) они
обладают меньшей прочностью, чем
трапецеидальная резьба, так как основание
витка у трапецеидальной резьбы при
одном и том же шаге шире, чем у прямоугольной
резьбы;
в) их
труднее изготовить, чем трапецеидальную.
В ответственных
соединениях эти резьбы заменены
трапецеидальной.
Так как профиль и
шаги этой резьбы не стандартизованы,
на чертеже изделия с подобной резьбой
приводят все данные, необходимые для
ее изготовления.
Рис. 1.17. Профиль и
основные размеры прямоугольной
(квадратной) резьбы
Специальная
резьба. Имеет
стандартный профиль, но нестандартный
шаг или диаметр. В обозначении специальной
резьбы перед буквенным указанием профиля
(М, Tr,
S)
добавляют
сокращенное слово Сп,
например:
Сп
М34 х
2 — 6 d.
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
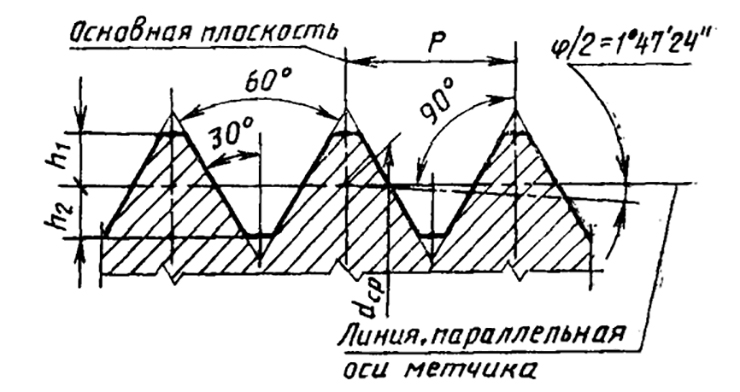
Метрическая резьба (рис. 1)
Имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом. За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5.
Горячая сварка
Как склеить стыки линолеума методом горячей сварки? Понадобятся следующие инструменты:
- специальный паяльник. Он представляет собой сварочный аппарат с несколькими насадками;
- резак для подрезки линолеума в месте стыка;
- нож с защитной насадкой, предотвращающей возможность повреждения линолеума;
- сварочный шнур для заполнения шва.
Имея в своем арсенале качественное оборудование можно сделать красивый и аккуратный стык и без предварительного обучения.
Этапы работы, как склеивать стыки линолеума:
- склейку кусков проводят только после закрепления покрытия на поверхности пола, то есть оно не должно смещаться;
- на кромках смежных полотен прорезается V-образный паз;
- сварочный шнур заправляется в строительный фен;
- аппарат разогревает шнур горячим воздухом до 300-400◦, а также размягчает кромки линолеума. Аккуратно проводя им по поверхности, необходимо впаять шнур в прорезь.
- еще до застывания шва следует убрать лишнее с поверхности напольного полотна резаком.
В результате должно получиться эстетически привлекательное покрытие с почти незаметным швом. Цена строительного фена достаточно высокая, но его можно взять в аренду на несколько дней.
Отделка цоколя штукатуркой
Считается одним из самых легких способов, достаточно просто уметь накладывать раствор на поверхность. К тому же, этот способ не требует больших денежных или временных затрат. Чтобы отштукатурить участок, вам необходимо учесть некоторые нюансы.
Поверхность надо очистить от предыдущего покрытия, загрязнений, пыли и грязи. Если есть масляные пятна, обработайте их специальным растворителем. Обязательно нужно обработать очищенный участок грунтовкой, чтобы покрытие крепко держалось.
Если все сделать правильно, то работа будет радовать не только своим видом, но и защитой от осадков. Идеи, как провести штукатурную отделку фундамента, можно найти по фото в Интернете.
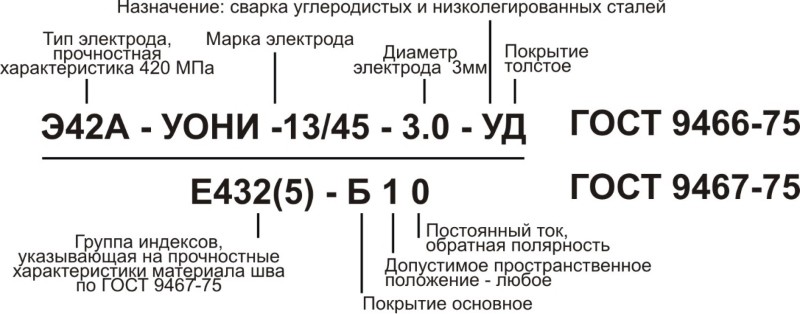
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Нарезка трубной резьбы
Для нарезки вручную применяют специальное приспособление — КЛУПП. Это цилиндрический корпус с двумя ручками ворота, внутри которого находятся регулируемые подвижные гребенчатые резцы, которые, постепенно выдвигаясь из корпуса, углубляют профиль до достижения полного профиля.
Нарезка резьбы своими руками
При отсутствии такого устройства можно нарезать резьбу простым воротом с зажатым в нем метчиком или плашкой. Плашка фиксируется в воротке тремя центрирующими болтами с коническими окончаниями, под которые на плашке предусмотрены выемки. Сначала проходят грубыми метчиками или плашками, постепенно меняя их на чистовые.
К тому же становится довольно сложно начать первую нитку без перекосов. Для нарезания больших диаметров и облегчения захода плашки на резьбу применяют резьбовую втулку.
Устройство представляет собой вкладыш, на внешней поверхности которого уже нарезана резьба. В месте окончания витков на вкладыше выполнен уступ, снижающий его диаметр до внутреннего диаметра трубы. Он вставляется во внутреннее отверстие трубы до начала резьбы и распирается там конусным распорным механизмом.
Плашка легко накручивается на витки вкладыша, прогоняется по ней и легко заходит на первую нитку резьбы, нарезаемой на трубе. Несколько ниток на вкладыше надежно удерживают плашку от перекоса.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.
Способы нарезки резьбы
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Свойства цвета
Яркая темно-розовая палитра относится к холодной части спектра. Родственные – малиновый, сиреневый и лиловый, но вместе эти тона использовать не стоит. Удивительный цветок, давший новое название в палитре, поражал воображение барышень с той поры, как прижился на подоконниках в северных широтах. В оформлении интерьера его практикуют со 2-й половиной ХХ века, когда пришла эмоциональная и беспечная послевоенная эпоха, принесшая миру арт-деко, поп-арт и диско. Яркий оттенок быстро наскучил своим поклонникам.
На волне популярности цвет фуксия в дизайне интерьера вернулся на рубеже тысячелетий – с новой стилистикой типа «Гламур» и «Барби». Сначала его применяли в детской спальне, гостиной и ванной. Но активнее всего он практикуется в декоре личного пространства молодых модниц.
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
-
Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
-
Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
-
Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.
Изображение №3: ход и шаг резьбы
-
Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
-
Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
-
Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
-
Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
-
Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
Изображение №4: поля допусков для наружных и внутренних резьб
Рисунок из геометрических фигур»Космический полет»
Каким должен нахлест?
Видео «Примеры крысоловок»
Резьба метрическая. Профиль.
Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на рисунке и в таблице.
d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутреннего резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта ; D1 — внутренний диаметр гайки ; Р — шаг резьбы; Н — высота исходного треугольника; R — номинальный радиус закругления впадины болта; Н1 — рабочая высота профиля.
Примечания:
- Форма впадины резьбы болта не регламентируется и может быть как закругленной, так и плоскосрезанной . Закругленная форма впадины является предпочтительной.
- Форма впадины резьбы гайки не регламентируется.
В таблице приведены размеры элементов профиля резьбы. Форма впадин резьбы винта стандартом не регламентируется; скругление впадин (радиусом R) уменьшает концентрацию напряжений и повышает прочность винта при циклическом нагружении.
По ГОСТ 24705 (СТ СЭВ 182) резьба метрическая, основные значения диаметров резьбы определяются по формулам:
где d3 — внутренний диаметр болта.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.
Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
- Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.
Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Рубрики
Нюансы заливного пола с рисунком
Технология укладки пола с декоративным рисунком по большому счёту не отличается особой сложностью. Обрабатываем пол грунтовкой, ждём просыхания поверхности. Далее укладываем выравнивающее основание для нашего пола. После высыхания финишного слоя, укладываем декоративный рисунок.
Слои для декоративного пола с рисункомПервая важная задача этого этапа — найти рисунок нужного размера с требуемым разрешением (высокого качества), вторая — наклеить ткань без пузырей
На высохший слой базового полимера наносится тонкий слой прозрачного в 1 мм или около того, быстро прокатывается игольчатым валиком, чтобы не было пузырей.
Вот таким может быть ваш пол после проведения работ
Вся технология устройства 3D-пола продемонстрирована в видеоролике. После просмотра все неясности должны уйти окончательно.
Watch this video on YouTube
Предыдущая РемонтСильные и слабые стороны тканевых натяжных потолков: варианты и особенности монтажа своими руками
Следующая РемонтОтделка внутри деревянного дома: фото готовых проектов и рекомендации для мастеров
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Рейтинг: /5 —
голосов
Особенности
Для производства стандартного крепежа применяют материалы общего назначения – стали типа Ст10, Ст35 и пр. Ответственные резьбовые соединения производят из легированных материалов типа 40Х, 30ХГСА и их аналогов. В зависимости от назначения, для защиты от коррозии, повышения износостойкости на резьбу может быть нанесено защитное покрытие, например, слой цинка, никеля и многие другие.
Между тем, во время эксплуатации резьбовое соединение может выйти из строя. Как правило, у происходит смятие профиля или ее срыв.
Причин тому может быть несколько:
- Использование в резьбовом соединении материалов, не предназначенных для передачи расчетных усилий.
- Несоблюдение технологического режима нарезания внутренней резьбы, в результате чего не происходит формирование полного профиля.
Во избежание подобных ошибок необходимо тщательно выполнять требуемые расчеты и при выборе размера использовать нормативы, регламентируемые в ГОСТ. При проведении работ по нарезанию необходимо строго соблюдать технологические нормативы.
Рейтинг: /5 —
голосов