Подробная таблица размеров трубных резьб с дюймами и мм
Содержание:
- Интересно почитать
- Трубная цилиндрическая резьба: таблица, размеры (диаметры, шаги и профиль)
- Изготовление резьбы на деталях
- Расчет объема трубы
- Различия между метрической и дюймовой резьбой
- Лучшие покупные крысоловки
- Технологии нарезки
- Американская резьба с особо мелким шагом – UNEF
- Классификация резьбы
- Применение резьбы UNF
- ТИПЫ ПРОМЕЖУТОЧНЫХ РЕЛЕ
- Сообщить об опечатке
- Таблица дюймовых резьб. Классификация
- Таблица дюймовых резьб. Классификация
- Основные характеристики дюймовой резьбы
- Механическая и ручная дюймовая нарезка
- РЕКОМЕНДУЕМЫЕ ТОВАРЫ
- Как определить шаг дюймовой резьбы
- Материал отлива
- Как правильно высушить стяжку
Интересно почитать
Трубная цилиндрическая резьба: таблица, размеры (диаметры, шаги и профиль)
Подробности Категория: Справочные таблицы
Трубная цилиндрическая резьба по ГОСТ 6357-81 применяется в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81.
Размеры трубной цилиндрической резьбы
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | Наружн. d = D | Средн. d2 = D2 | Внутрен. d1 = D1 | ||||||
| 1/16» | — | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 1/8» | 9,728 | 9,147 | 8,566 | |||||||
| 1/4» | — | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 3/8» | 16,662 | 15,806 | 14,950 | |||||||
| 1/2» | — | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| — | 5/8» | 22,911 | 21,749 | 20,587 | ||||||
| 3/4» | — | 26,441 | 25,279 | 24,117 | ||||||
| — | 7/8» | 30,201 | 29,039 | 27,877 | ||||||
| 1» | — | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| — | 1 1/8» | 37,897 | 36,418 | 34,939 | ||||||
| 1 1/4» | — | 41,910 | 40,431 | 38,952 | ||||||
| — | 1 3/8» | 44,323 | 42,844 | 41,365 | ||||||
| 1 1/2» | — | 47,803 | 46,324 | 44,845 | ||||||
| — | 1 3/4» | 53,746 | 52,267 | 50,788 | ||||||
| 2» | — | 59,614 | 58,135 | 56,656 | ||||||
| — | 2 1/4» | 65,710 | 64,231 | 62,752 | ||||||
| 2 1/2» | — | 75,184 | 73,705 | 72,226 | ||||||
| — | 2 3/4» | 81,534 | 80,055 | 78,576 | ||||||
| 3» | — | 87,884 | 86,405 | 84,926 | ||||||
| — | 3 1/4» | 93,980 | 92,501 | 91,022 | ||||||
| 3 1/2» | — | 100,330 | 98,851 | 97,372 | ||||||
| — | 3 3/4» | 106,680 | 105,201 | 103,722 | ||||||
| 4» | — | 113,030 | 111,551 | 110,072 | ||||||
| — | 4 1/2» | 125,730 | 124,251 | 122,772 | ||||||
| 5» | — | 138,430 | 136,951 | 135,472 | ||||||
| — | 5 1/2» | 151,130 | 149,651 | 148,172 | ||||||
| 6» | — | 163,830 | 162,351 | 160,872 | ||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му |
Трубная цилиндрическая резьба — длины свинчивания
| Обозначение размера резьбы | Длина свинчивания | |
| Нормальная (N) | Длинная (L) | |
| 1/16» | 4-12 | > 12 |
| 1/8» | ||
| 1/4» | 5-16 | > 16 |
| 3/8» | ||
| 1/2» | 10-30 | > 30 |
| 5/8» | ||
| 1» | ||
| 1 1/8» | ||
| 1 1/4» | ||
| 1 3/8» | ||
| 1 1/2» | 12-36 | > 36 |
| 1 3/4» | ||
| 2» | ||
| 2 1/4» | ||
| 2 1/2» | ||
| 2 3/4» | ||
| 3» | ||
| 3 1/4» | 13-40 | > 40 |
| 3 1/2» | ||
| 3 3/4» | ||
| 4» | ||
| 4 1/2» | ||
| 5» | ||
| 5 1/2» | ||
| 6» |
Условное обозначение для левой резьбы дополняется буквами LH.
Примеры условного обозначения резьбы:
— класса точности А: G 1/2-A;
— левой резьбы класса точности В: G 1/2LH-B.
Длина свинчивания N в обозначении резьбы не указывается.
Длина свинчивания L указывается в миллиметрах — G 1/2LH-B-40.
Изготовление резьбы на деталях
Конструктивные элементы, напоминающие резьбу, имеются на исторических артефактах разных времён. В старину элементы резьбы делали ковкой, штамповкой. С появлением винторезных станков резьбу начали «нарезать» на поверхности цилиндрической детали. Точность увеличивалась, шаг и глубина уменьшались. Причина появления двух типов резьбы – историческая. Промышленная революция в Англии в восемнадцатом веке способствовала распространению по Европе, а затем и по всему миру изделий, произведенных в Англии. А страна пользовалась дюймовой системой единиц измерения. Так как резьбовые соединения уже широко применялись в технике, то дюймовая резьба быстро распространилась по миру.
Резкое увеличение производства станков для текстильной промышленности в XVIII веке в Англии потребовало ещё большего количества крепёжных изделий и винтовых механизмов. Поскольку в Англии главенствовала дюймовая система единиц измерения размеров, параметры резьбовых изделий стали обозначать в дюймах. Само слово «дюйм» имеет древнее происхождение.
Наполеон распространил в Европе метрическую систему. Поэтому и резьбы имеют два варианта обозначений и, что более существенно, два типа. Промышленное изготовление современной метрической резьбы началось в XIX веке в США. Эта резьба оказалась более технологичной и более дешёвой в производстве. При этом, резьбы стандартизованы, что позволяет обеспечить взаимозаменяемость деталей, произведённых на разных заводах и в разных странах. Но метрическая и дюймовая резьба между собой не взаимозаменяемы.
Метрическая резьба
Расчет объема трубы
Определите радиус трубы R. Если необходимо рассчитать внутренний объем трубы, то надо найти внутренний радиус. Если необходимо рассчитать объем, занимаемый трубой, следует рассчитать радиус внешний. Путем измерений можно легко получить диаметр (как внутренний, так и внешний) и длину окружности сечения трубы. Если известен диаметр трубы, поделите его на два. Так, R=D/2, где D — диаметр. Если известна длина окружности сечения трубы, поделите его на 2*Пи, где Пи=3.14159265. Так, R=L/6,28318530, где L — длина окружности.
Найдите площадь сечения трубы. Возведите значение радиуса в квадрат и помножьте его на число Пи. Так, S=Пи*R*R, где R — радиус трубы. Площадь сечения будет найдена в той же системе единиц, в которой было взято значение радиуса. Например, если значение радиуса представлено в сантиметрах, то площадь сечения будет вычислена в квадратных сантиметрах.
Вычислите объем трубы. Помножьте площадь сечения трубы на нее длину. Объем трубы V=S*L, где S — площадь сечения, а L — длина трубы.
Различия между метрической и дюймовой резьбой
Наиболее популярными в производстве массовых изделий техники являются резьбы, выполненные по двум системам единиц измерения – по метрической системе и дюймовой системе.
Одно из различий у этих двух типов резьбы в способе измерений основных параметров. Для метрической резьбы диаметры изделий с резьбой указываются в миллиметрах, для дюймовой резьбы – в дюймах. Метрические значения, при необходимости, пользуются десятичными дробями, например, резьба 2,5 мм. Дюймовые размеры обозначают с применением обычных дробей, например, 1 1/4″.
По-разному измеряется шаг резьбы. В случае метрической резьбы величина шага определяется как расстояние между вершинами двух соседних гребней резьбы. Обозначается эта величина в миллиметрах. Шаг метрической резьбы может быть крупным и мелким, крупная резьба считается основной. Деталь с такой резьбой обозначается буквой «М». Рядом пишется значение номинального диаметра, например, М8. Мелкая резьба используется в регулировочных механизмах и тонкостенных деталях. Обозначение детали с резьбой дополнительно включает величину шага, например, М20х1,5.
В случае дюймовой резьбы шаг обозначается как количество витков на один дюйм длины нарезанной части детали.
Численные значения параметров резьбы конкретной детали измеряются либо резьбомером, либо штангелем, либо микрометром.
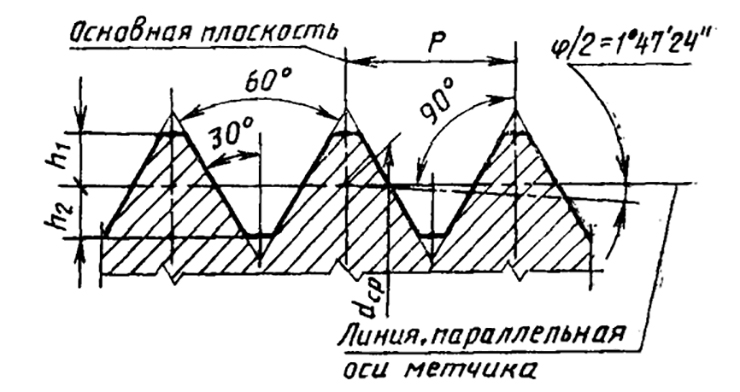
Имеется разница в геометрии профиля витка резьбы. У метрической резьбы угол между поверхностями соседних витков (угол профиля) составляет 60°, а у дюймовой резьбы 55°. Поэтому расстояние между впадиной и вершиной профильного гребня (глубина резьбы) у дюймовой резьбы больше. По этому различию опытный специалист сможет визуально различить изделия с разной резьбой.
Эта разница не случайна. Дюймовая резьба, в основном, в настоящее время применяется на трубных изделиях. У дюймовой резьбы имеется второе название – «трубная». С целью обеспечения прочности трубопроводов при высоких давлениях транспортируемой среды, стандартами регламентируется величина шага для каждого диаметра трубы. Таким образом учитывается толщина стенок трубы.
В России действует адаптированный стандарт трубной резьбы – ГОСТ 6357-81. Точные значения всех параметров резьбы и трубы, на которую резьба нанесена, берутся из справочных таблиц.
Лучшие покупные крысоловки
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Американская резьба с особо мелким шагом – UNEF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 | 0,79 |
| 1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 | 0,79 |
| 5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 | 0,79 |
| 3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 | 0,79 |
| 7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 | 0,91 |
| 1/2 | 12,7 | 28 | 12,70 | 12,11 | 11,72 | 0,91 |
| 9/16 | 14,3 | 24 | 14,29 | 13,60 | 13,14 | 1,06 |
| 5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 | 1,06 |
| 11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 | 1,06 |
| 3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 | 1,27 |
| 13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 | 1,27 |
| 7/8 | 22,2 | 20 | 22,23 | 21,40 | 20,85 | 1,27 |
| 15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 | 1,27 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1 | 25,4 | 20 | 25,40 | 24,57 | 24,03 | 1,27 |
| 1 1/16 | 26,9 | 18 | 26,99 | 26,07 | 25,46 | 1,41 |
| 1 1/8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 | 1,41 |
| 1 3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 | 1,41 |
| 1 1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 | 1,41 |
| 1 5/16 | 33,3 | 18 | 33,40 | 32,42 | 31,81 | 1,41 |
| 1 3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,40 | 1,41 |
| 1 7/16 | 36,5 | 18 | 36,51 | 35,60 | 34,99 | 1,41 |
| 1 1/2 | 38,1 | 18 | 38,10 | 37,18 | 36,57 | 1,41 |
| 1 9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 | 1,41 |
| 1 5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 | 1,41 |
| 1 11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 | 1,41 |
Классификация резьбы
Виды резьбы, как конструктивный элемент детали, подлежат классификации. Т.е., всё многообразие видов резьбы можно сгруппировать по сходным классификационным признакам.
Такими признаками, например, являются:
- Размещение по поверхности детали – внешняя резьба или внутренняя резьба.
- Функциональное назначение – для соединения деталей, для передачи движения, для передачи усилий.
- Размеры – диаметр изделия, шаг резьбы.
- Система единиц измерения параметров резьбы – метрическая (измерения в миллиметрах), дюймовая (измерения ведутся в долях дюйма), питчевая (измерения параметров резьбы ведётся в питчах).
- Форма зуба – треугольная, прямоугольная, трапецеидальная и другие.
- Количество заходов резьбы – однозаходная резьба (это одна выступающая линия на поверхности цилиндра), многозаходная (это несколько параллельных линий с одинаковыми параметрами).
- Способ изготовления резьбы на изделии – резание лезвием, резание абразивом, накатка, прессование, литьё, электрохимические технологии.
В каждой из обозначенных классификационных групп существуют более конкретные признаки, описывающие особенности резьбы. По этим признакам осуществляется более подробная классификация резьбы.
Дюймовая резьба
Применение резьбы UNF
Цилиндрическая дюймовая резьба, к которой относятся UNF и BSW обладают мелким шагом. Поэтому они применяются для различных крепёжных конструкций, к которым предъявляются повышенные требования соединений. Такая резьба с мелким шагом применяется в двух видах соединений:
- высокопрочных;
- регулировочных.
Обладая дюймовой резьбой размером в одну четверть и полтора дюйма (по американскому стандарту), она применяется в следующих агрегатах и конструкциях:
- различных видах трубных соединений (дюймовых, калиброванных, сантехнических, газовых);
- гидравлических конструкциях (фитинги, краны переходники);
- резьбовых адаптерах;
- накидные гайки;
- болты и гайки крепления конструкций различных агрегатов.
Универсальность и обеспечение хорошей надёжности позволяет применять американскую конструкцию в машиностроении и при производстве станков, оборудования и инструментов.
ТИПЫ ПРОМЕЖУТОЧНЫХ РЕЛЕ
Питание схем защиты и автоматики осуществляется от специальных цепей оперативного тока. По типу оперативный ток может быть переменным или постоянным.
Источниками напряжения постоянного оперативного тока могут служить аккумуляторные батареи, батареи конденсаторов или выпрямительные устройства, шинки переменного опертока питаются напряжением от трансформаторов собственных нужд.
Поскольку работают промежуточные реле в цепях оперативного напряжения, в зависимости от его типа они производятся с катушками на постоянный и переменный ток.
РП – 23.
Данный тип промежуточного реле предназначен для работы в цепях постоянного напряжения. РП – 23 состоит из катушки напряжения с магнитным сердечником. Подвижной частью магнитной системы является якорь, который при подаче напряжения на катушку притягивается к сердечнику.
С якорем механически связана траверса, на которой закреплены четыре контактных мостика. Притягиваясь к сердечнику, якорь опускает траверсу, сжимая пружину, на которой она установлена. При этом происходит замыкание нормально разомкнутых контактов и размыкание нормально замкнутого.
Неподвижные контакты РП – 23 выполнены в форме уголков из тонких медных пластин. Каждый из уголков может быть установлен одним из двух способов. Благодаря этому можно получить четыре типа комбинаций вариантов контактных групп (р – группа на размыкание, з – группа на замыкание):
- 1 р, 4 з;
- 2 р, 3 з;
- 3 р, 2 з;
- 4 р, 1 з.
Такая инвариантность позволяет приспособить этот прибор к работе в составе любой схемы.
При размыкании создаётся два воздушных промежутка на каждый контакт, благодаря чему повышается их дугогасительная способность.
Это свойство важно при работе релейного аппарата в цепях отключения высоковольтных выключателей, соленоиды которых обладают большой индуктивностью и поддерживают напряжение электрической дуги при разрыве цепи. РП – 23 выпускается в различных модификациях для работы в оперативных цепях напряжением 24 В, 48 В, 110 В и 220 В
РП – 23 выпускается в различных модификациях для работы в оперативных цепях напряжением 24 В, 48 В, 110 В и 220 В.
РП – 25.
Внутренняя схема электрических соединений промежуточного реле этого типа аналогична РП – 23. Катушка РП – 25 предназначена для работы на переменном напряжении. Варианты исполнения оснащаются катушками на напряжение 100 В, 127 В или 220 В.
Рабочий ресурс электромагнитного механизма промежуточных реле РП – 23 и РП – 25 составляет 100000 срабатываний. Контактная группа выдерживает 10000 циклов замыкания – размыкания с полной электрической нагрузкой по току и напряжению.
Сообщить об опечатке
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
Типоразмер Наружный диаметр, дюймов Наружный диаметр, мм Диаметр сверления, мм mm Число витков на дюйм Шаг, мм
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
Размер резьбы, дюймы Момент затяжки стандартных болтов и гаек Н*м*Фунт силы-фут**
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта — BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба). Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран. При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 — 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 — 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 — 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 — 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 — 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 — 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 — 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 — 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 — 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ — 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ — 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ — 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ — 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ — 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ — 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ — 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ — 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ — 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ — 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ — 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ — 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут — британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
|
1 или 2 |
6.8 |
|
5 |
8.8 |
|
6 |
10.9 |
Основные характеристики дюймовой резьбы
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
- наружным и внутренним диаметром;
- шагом;
- областью расположения;
- профилем поверхности;
- направлением сечения;
- высотой профиля;
- количеством заходов.
Все стандартизированные показатели закреплены в ГОСТ 6357–1981. Основными показателями считаются диаметр и шаг. По понятиям диаметра понимают одно из принятых определений:
наружный диаметр – значение, характеризующее расстояние между противоположными точками вершин резьбовых гребней;
внутренний диаметр – единица для указания расстояния между противоположными точками впадин на низшей точке резьбовой канавки;
шаг витков является важной характеристикой нарезки, измеряется между двумя точками соседних канавок или вершин, характеризуется постоянством, так как подобрать ответные болт и гайку при отсутствии условия стабильности очень проблематично;
высота профиля нарезки высчитывается путем нахождения разницы между двумя диаметрами — наружным и внутренним.
Механическая и ручная дюймовая нарезка
Выполнение ручной нарезки
Метрическая или трубная резьба нарезается на внутренней или наружной поверхности. Внутри используется метчик, а снаружи плашка. Для того чтобы нарезка осуществлялась правильно, следуют инструкции по технологии, опираясь на тип профиля, требуемого в конкретном случае.
Трубу зажимают в тисках и вставляют метчик в вороток. Плашка размещается в специальном плашкодержателе. Плашка одевается на трубу сверху, а метчик вставляется в нее. Нарезка производится навинчивающимися или ввинчивающимися движениями, в зависимости от типа расположения витков. Если необходимо, то работу повторяют один или несколько раз.
Дополнительная информация
Между американским и английским стандартом существуют различия по набору стандартных шагов при указании количества ниток резьбовой нарезки на один дюйм. Помимо этого, внутри каждого стандартного набора различаются виды резьбовых витков по типу:
- мелкий;
- особо мелкий;
- крепежный;
- между трубами;
- между мелкими трубами;
- для нарезки ремонтных вставок;
- между витками для вставок.
Это было бы сложно определить, но эти сведения для удобства сведены в одной таблице.
РЕКОМЕНДУЕМЫЕ ТОВАРЫ
Как определить шаг дюймовой резьбы
Дюйм неудобная величина, поэтому сделать точный замер в долях дюйма расстояния между вершинами резьбы сложно.
Проще всего определить, сколько витков резьбы умещается в 1 дюйм длины резьбы (25,4 мм). Их можно посчитать визуально, используя дюймовую линейку.
Подойдет и резьбомер для дюймовой резьбы (нужно только знать тип резьбы, поскольку английская и американская дюймовые резьбы имеют разный угол профиля резьбы: 55° и 60°).
В компании «Трайв-Комплект» представлен ряд метизов с американской резьбой (болты, гайки и др.), приобрести которые помогут опытные консультанты.
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 2139417.02.2016
Материал отлива
В зависимости от материала, из которого изготовлен отлив, форма, сфера применения и способ монтажа существенно отличаются. Их можно приобрести в строительных магазинах или изготовить и смонтировать своими руками. Рассмотрим их ассортимент более детально, чтобы понять преимущества и недостатки возможных вариантов.
По материалу отливы делятся на:
- пластиковые;
- стальные;
- алюминиевые и медные;
- бетонные;
- клинкерные;
- деревянные.
Пластиковые отливы распространены благодаря невысокой стоимости. В продаже существует огромное разнообразие цветовой гаммы и фактуры. Это будет наилучшим выбором для зданий, облицованных виниловыми панелями (сайдинг в обиходе). К преимуществам также можно отнести долговечность, бесшумность, небольшой вес, удобство монтажа. Недостатками является хрупкость, особенно в холодное время года, изменение цвета и старение материала под воздействием солнечных лучей, плохая ремонтопригодность.
Стальные отливы могут быть оцинкованными, с полимерным покрытием и окрашенные. Смотрятся они гораздо лучше пластиковых и будут замечательно гармонировать с большинством материалов облицовки стен. Цветовая гамма дублирует кровельные отливы, умелый подбор может сделать вид вашего дома продуманным и завершенным.
плюсам
- длительный срок эксплуатации;
- прочность;
- доступность;
- удобство монтажа;
- невысокая цена;
- эстетичность;
- устойчивость к атмосферным воздействиям.
Из минусов:
- шумность;
- появления ржавых пятен в местах разрезов.
И первый, и второй минус легко устраняются при правильном монтаже. Срезанные края обрабатываются алкидным лаком или краской в цвет, а чтобы избежать шума откос цоколя формируют из монтажной пены и вскрывают мастикой.
Стальные отливы универсальные их можно сочетать практически с любыми материалами, исключениям может быть фасады из ПВХ.
Алюминиевые и медные цокольные отливы обладают всеми преимуществами стальных изделий, кроме цены. Цена, особенно на медные аналоги, довольна высокая, кроме того вам стоит опасаться вандалов, охотящихся на цветные металлы.
Качественные отливы из меди и сплавов добавят вашему дому благородный, старинный вид. Они хорошо подходят к бутовому и декоративному камню, состаренной кладке.
Бетонные отливы гармонично будут смотреться на железобетонных каменных зданиях и сооружениях. Они имеют большой вес, что стоит учитывать при устройстве фундамента. Продаются планки длиной от 3,9 до 6 м. Изготавливаются из бетонной смеси М 450, имеющей высокие прочностные показатели. Выливаются в специальных силиконовых формах, при желании возможно заказать индивидуальную конфигурацию и цвет, или изготовить самостоятельно.
К плюсам относится:
- практически неограниченный срок эксплуатации;
- прочность;
- возможность индивидуального заказа;
- атмосфероустойчивость.
Из минусов:
- значительный вес, требующий усиления фундамента;
- неудобства при монтаже.
Клинкерные планки хорошо будут гармонировать с керамической плиткой, искусственным и натуральным камнем и любыми видами кирпича. Это один из самых дорогих видов цокольных отливов, требующий немалого навыка и сноровки для их монтажа. При монтаже своими руками можно значительно испортить внешний вид изделий, сколоть или основательно запачкать матовую клинкерную поверхность строительными смесями.
К преимуществам можно отнести:
- длительный срок эксплуатации;
- значительная прочность;
- эстетичность;
- устойчивость к атмосферным воздействиям.
К недостаткам:
- значительная цена;
- повышенные требования к аккуратности монтажных работ.
Деревянные отливы. Такие защитные планки стоит устанавливать на деревянные дома, чтобы сохранить естественный природный вид. Приобретать лучше сорта древесины с высокой влагостойкостью, например лиственницу. Перед монтажом необходимо пропитать антисептическими составами. После монтажа следует обработать изделие минеральными маслами или алкидным лаком. У этого материала больше минусов, чем плюсов, он подвержен гниению, может рассыхаться с образованием сквозных трещин, в структуре достаточно часто появляются паразиты, в процессе эксплуатации требует постоянного ухода. Пожалуй, единственными плюсами является невысокая цена и возможность самостоятельного изготовления. Приобретать данный вид отливов стоит исключительно для того, чтобы придать дому этнический вид.
Как правильно высушить стяжку
В результате заливки получается мокрая стяжка, и теперь задача заключается в том, как сделать сухую стяжку пола в квартире. Естественно, что ее нужно высушить, причем сделать это нужно грамотно. Процесс сушки может занять около трех недель и в процессе сушки ее необходимо время от времени увлажнять.
Через каждые 2-3 дня пол увлажняют и накрывают полиэтиленовой пленкой. При этом, помещение следует закрыть, чтобы исключить сквозняки. Такой тонкий подход к процессу сушки нужен для того, чтобы получить монолитное бетонное основание, без трещин. С помощью такой технологии, бетонная стяжка набирает максимальную прочность.











