Выбор режима сварки
Содержание:
- Практическое определение
- ЛУЧШИЕ ОТЕЧЕСТВЕННЫЕ ПРОИЗВОДИТЕЛИ АВТОМАТИЧЕСКИХ ВЫКЛЮЧАТЕЛЕЙ
- Особенности сварки тонкого металла
- Марки электродов для инверторной сварки
- Обогреватель Никатэн NT 200 керамический
- Выбор режима сварки
- Особенности
- О режимах дуговой сварки
- Приборы импортного производства
- Классификация по основным признакам
- Напряжение и скорость при ручной дуговой сварке
- Разновидности сварочной дуги
- Варим, режем
- Режимы сварки
- Тонкости использования черных обоев
- Импульсно-дуговая сварка
- Как ухаживать за инвертором?
- Как сварочный ток для электродов влияет на сварку
- Переменный ток
- Главные особенности полуавтоматической сварки
- Изготовление регулятора сварочного тока
- Описание силикатного полуторного кирпича
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
I = 30 d;
при диаметре 3-4 мм формула меняется на:
I = 40 d.
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
ЛУЧШИЕ ОТЕЧЕСТВЕННЫЕ ПРОИЗВОДИТЕЛИ АВТОМАТИЧЕСКИХ ВЫКЛЮЧАТЕЛЕЙ
Особенности сварки тонкого металла
Сварка тонкого металла вызывает большие трудности у начинающих сварщиков и мастеров-любителей. Но чесно говоря, я долго сомневался, нужно ли писать статью на эту тему. Дело в том, что, чтобы осветить тему сварки тонкого металла, потребуется создание целого видеокурса или даже нескольких. Я не знаю, как эту тему можно раскрыть в статье. Тем более, что читать на эту тему не так эффективно, как смотреть видео и повторять увиденное.
Тем не менее, я понимаю, что начался строительный сезон, и многим нужно варить сейчас, а не ждать моих уроков. Поэтому, я всё же что-то попытаюсь прояснить на эту тему.
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
- для углеродистой и низкоуглеродистой стали — МР-3С, ОЗС 12, МР-3;
- для среднеуглеродистой стали — УП-1/45, УП-2/45, ОЗС-2;
- для нержавеющей стали — НЖ-13;
- для высоколегированной и низколегированной сталей — ОЗЛ-6 и УОНИ 13/45 соответственно;
- для меди — ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-3.
Обогреватель Никатэн NT 200 керамический
Выбор режима сварки
Итак, какие именно факторы влияют на выбор того или иного режима ручной дуговой сварки. В первую очередь, это:
- Сила тока;
- Диаметр используемых электродов и длина сварочной дуги;
- Скорость сварки;
- Полярность (более подробно о том, что даёт обратная и прямая полярность, читайте здесь);
- Количество соединений.
Главные критерии при выборе режима для ММА сварки, конечно же, задаёт характер горения сварочной дуги, стабильность которой зависит от того, насколько правильно подобрана сила тока для каких-то конкретных электродов. Чем выше будет сила тока, тем большими по диаметру электродами можно варить толстый металл. Простыми словами, большие токи обеспечивают лучшее горение дуги и хороший прогрев металла.
Следует знать, что при вертикальном наложении шва, сила тока изменяется в меньшую сторону, чем при горизонтальном, примерно на 15%. Для потолочных швов, значение сварочного тока, будет и того меньше, примерно на 20%. Очень часто значения касательно силы тока, есть на упаковке с электродами. К тому же, определить, какую силу тока выставить на сварочном аппарате, можно из нижеприведённой таблицы со значениями.
Средние показатели сварочного тока (А):
- Диаметр электрода (1,6 мм) — электрод с рутиловым и основным покрытием (30-55 А) и (50-75 А);
- Диаметр электрода (2 мм) — электрод с рутиловым и основным покрытием (40-70 А) и (60-100 А);
- Диаметр электрода (2,5 мм) — электрод с рутиловым и основным покрытием (50-100 А) и (70-120 А);
- Диаметр электрода (3 мм) — электрод с рутиловым и основным покрытием (80-130 А) и (110-150 А);
- Диаметр электрода (4 мм) — электрод с рутиловым и основным покрытием (120-170 А) и (140-200 А);
В свою очередь, чтобы правильно определить диаметр электрода, обязательно нужно учесть толщину металла, способ сварки и геометрическое расположение шва. Так, например, для каждого электрода подбирается «свое» собственное значение тока. Если сильно увеличить при этом его показатели, то можно легко прожечь металл или наоборот, не добиться качественного и надежного сварочного шва.
Особенности
Малогабаритная кухня – это проблема многих современных квартир. Каждая хозяйка хочет, чтобы ее кухонное пространство было оборудовано по последнему слову техники. Это подразумевает наличие современных бытовых приборов, которые значительно облегчают домашние хлопоты.
Посудомоечной машиной и духовым шкафом вряд ли сейчас можно кого-либо удивить. Это, скорее, необходимость и обыденность, чем роскошь. Но, к сожалению, далеко не все могут разместить у себя на кухне оба эти прибора из-за ограниченности в свободном пространстве. Именно поэтому дизайнеры постоянно усовершенствуют бытовую технику, делая ее максимально вместительной без ущерба для ее функциональности.
Посудомоечная машина и духовой шкаф 2-в-1 стали решением проблемы свободного места для многих хозяек. Выглядит этот прибор так, как будто духовку поделили пополам. Таким образом, в нижней части расположилась посудомоечная машина, а верхнюю часть занял сам духовой шкаф. Сложно переоценить то, сколько места вы сэкономите с помощью данного прибора.
Существуют также прибора такого типа три в одном, их часто называют гармоничным трио. В этом случае в комплектацию еще входит варочная поверхность, газовая или электрическая.
О режимах дуговой сварки
Соединение деталей методом сплавления осуществляют в различных условиях. Совокупность мер, показателей и параметров, призванную обеспечить хорошее качество шва в любой ситуации, называют режимом сварки.
Характеризующие его параметры делятся на 2 группы:
- основные;
- дополнительные.
К первым относятся:
- диаметр электрода;
- сила тока;
- напряжение дуги.
Соединение деталей методом сплавления осуществляют в различных условиях.
Дополнительные параметры:
- положение шва в пространстве;
- скорость выполнения работ;
- состав и толщина металла.
Сила тока определяется свойствами сварочного аппарата и указывается в инструкции к нему. От нее зависит количество выделяемого тепла, а значит, и глубина провара. Толстостенные элементы крупногабаритных металлоконструкций, подвергающихся воздействию больших нагрузок, соединяют током повышенной силы. Тонкую деталь он, напротив, может прожечь, поэтому ампераж снижают.
Диаметр электрода должен соответствовать силе тока.
В противном случае возникают следующие негативные моменты:
- Заниженный диаметр. Повреждается покрытие на стержне, дуга становится неустойчивой.
- Завышенный диаметр. Снижается плотность тока, нестабильными становятся длина дуги и ее положение, шов получается неровным и непрочным.
Параметры режимов ручной сварки приведены в таблице:
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Независимо от толщины заготовок, швы на вертикальных поверхностях и потолке выполняют электродом диаметром 4 мм.
Мощные соединения делают в несколько подходов:
- Проваривают корень шва, используя стержень диаметром 3-4 мм.
- Набирают наплавку необходимой величины более толстыми изделиями.
Мощные соединения делают в несколько подходов.
С увеличением скорости процесса уменьшается ширина шва, и наоборот. Данный параметр следует выдерживать в разумных пределах. При слишком высокой скорости металл не успевает полностью расплавиться, в соединении образуются непроваренные участки. При медленной сварке сталь растекается, что тоже негативно отражается на качестве шва.
Ширина соединения и глубина провара зависят от траектории движения электрода. Его перемещают по прямой, зигзагом, елочкой и т.д.
Приборы импортного производства
Это такие компании как:
- DM;
- LVI;
- Varmos;
- Korin;
- Zehnder;
- Global Ship.
Запорные краны, которыми оборудованы импортные приборы, позволяют устранять избыток давления и воздушные пробки, за счет чего происходит равномерный прогрев полотенцесушителя по всей длине.
Классификация по основным признакам
Рассматриваемый расходный материал в первую очередь классифицируется по назначению. Выделяют несколько основных групп электродов:
- Предназначенные для работы с металлами, которые имеют низкую концентрацию углерода и легирующих элементов.
- Для соединения теплоустойчивых сталей с высоким показателем прочности.
- Для работы с высоколегированными сталями, к примеру, нержавейкой, в которой концентрация хрома велика.
- Варианты исполнения, предназначенные для работы с алюминием или медью.
- В отдельную группу относят электроды, предназначенные для соединения чугунных элементов.
- Для выполнения ремонтных работ и наплавки металла.
- Изделия универсального типа, которые применяются для работы с материалами неопределенного химического состава.
На металлический стержень могут наноситься самые различные химические вещества. По типу применяемой обмазки выделяют 4 группы изделий, наибольшее распространение получили только две:
- Основная. Изделия с основным покрытием получили широкое применение. Примером назовем электроды марки УОНИ 13/55. Применяются они для получения швов с высокой ударной вязкостью, механической прочностью и пластичностью. Кроме этого, основное покрытие позволяет защитить шов от возникновения кристаллизационных трещин. Выбор этого варианта исполнения проводится в том случае, если нужно получить ответственную конструкцию. Существенным недостатком можно назвать то, что перед проведением сварочных работ следует выполнить качественную очистку поверхности: масляные пятна, ржавчина, окалина могут стать причиной образования микроскопических пор.
- Рутиловое покрытие. Если нужно провести соединение низкоуглеродистой стали, то зачастую выбирают электроды рутилового типа. Наиболее распространенной маркой назовем МР-3. Второй тип характеризуется легкой отделимостью образующего шлака, устойчивостью дуги при подаче переменного или постоянного тока. В процессе сварки образуется меньшее количество брызг, получаемый шов отличается прекрасными декоративными качествами. Кроме этого, второй тип изделий подходит для работы с заготовками, которые имеют большой слой ржавчины или загрязняющих веществ на поверхности.
Два остальных типа встречаются крайне редко, так как применяются в особых случаях.
Напряжение и скорость при ручной дуговой сварке
Напряжение при сварке не сильно влияет на величину провара, но от того, какое
выбрано напряжение, зависит ширина сварного шва. При увеличении напряжения,
происходит увеличение ширины сварного шва. При этом увеличение происходит независимо
от полярности тока. Напряжение при ручной дуговой сварке, в отличие от силы
тока, изменяется в узких пределах: от 16 до 30В.
Скорость сварки, в отличии от напряжения, оказывает сильное влияние как на
глубину провара, так и на ширину сварного шва. При увеличении скорости сварки,
и глубина провара, и ширина шва уменьшаются.
Дополнительные материалы по теме:
|
Сущность |
Сварка швов в нижнем положенииСварка вертикальных, горизонтальных и потолочных швовВысокопроизводительные виды ручной дуговой сварки |
Разновидности сварочной дуги
Различают 2 типа:
- Разряд прямого действия. Возникает между проводящим стержнем (направлен параллельно ему) и заготовкой (перпендикулярно).
- Косвенного действия. Возникает между 2 электродами, расположенными под углом 40-60°.
Различают несколько разновидностей сварочной дуги.
Виды плазмы в зависимости от состава:
- Открытая. Ток протекает в смеси из воздушных газов, паров металла и обмазки.
- Закрытая. Дуга находится под флюсом, его пары совместно с частицами металла образуют ионизированную среду.
- Состоящая из 1 или нескольких защитных газов.
Используются электроды из следующих материалов:
- вольфрама;
- графита (угольные);
- стали с обмазкой из ионизирующих веществ (плавящиеся).
Дуга может быть 3-фазной. Для этого требуются подключение к соответствующей сети и 2 токопроводящих стержня. К каждому из них подсоединяется по фазе, третья — к заготовке.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Режимы сварки
Современные сварочные аппараты инверторы позволяют изменять силу тока, что в свою очередь дает возможность работать с различными по своим показателям плавкости металлами. Выбирая конкретный режим сварки, следует учитывать следующие факторы:
- Марка электрода.
- Его диаметр.
- Положение электрода при сварке.
- Разновидность и сила тока.
- Количество слоев в шве.
- Полярность тока.
Упрощенно говоря, показатели силы тока выбираются исходя из диаметра электрода. Такой стержень в свою очередь следует выбирать под конкретную марку металлических элементов, которые используются в работе. Также необходимо учитывать положение при проведении сварки. Так, например если работы выполняются в вертикальном положении необходимо на 20% уменьшить количество Ампер от номинального. Подобное позволит избежать стекания расплавленного металла со шва. Помните, что максимальный диаметр стержня при потолочной сварке составляет 4 миллиметра.
Правильно подбираем силу тока для сварки
Диаметр стержней для работы с инвертором или классическими сварочными аппаратами выбирается в зависимости от толщины свариваемых деталей. Если вам нужно заварить поверхность в 3-5 миллиметров, то следует выбирать диаметр стержней не более 4 миллиметров. Для 8 миллиметров рабочего шва будет достаточно электрода с толщиной 5 миллиметров. При этом для каждого из таких стержней необходимо выбирать правильную силу тока.
При работе с 3 миллиметровым электродом показатели силы тока находятся в пределах 65-100 Ампер. Выбор конкретного показателя силы тока в данном случае зависит от положения при сварке и разновидности металла. Опытные сварщики советуют использовать среднее значение в 80 Ампер.
Работая с 4 миллиметровыми электродами необходимо устанавливать силу тока в 120-200 Ампер. Следует сказать, что 4 миллиметровые стержни получили сегодня максимально широкое распространение, так как они подходят для работы с небольшими и средними по размеру швами.
Разновидности электродов с толщиной 5 миллиметров потребуют использования тока в 160-250 Ампер. Следует сказать, что инверторы, способные работать с таким напряжением, относятся к разряду профессиональных. Они гарантируют глубокую проварку и отличное качество соединения.
Электроды толщиной в 6-8 миллиметров требуют использования силы тока в 250 Ампер. В отдельных случаях при работе с тугоплавкими металлическими сплавами необходимо использовать значение силы тока 350 Ампер.
Необходимо сказать, что использование инверторов позволило выполнять качественную сварку даже с применением тонких электродов. Именно поэтому сегодня все чаще используются стержни с толщиной от 1 до 2 миллиметров. Для работы с ними будет достаточно силы тока в 45 Ампер. Отметим, что для качественного выполнения такой сварки инвертор должен иметь функцию плавной регулировки тока, так как резкие скачки и минимальные погрешности могут оказать существенное влияние на качество шва.
Тонкости использования черных обоев
Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги — «длинной дугой»;
- с короткими замыканиями дугового промежутка — «короткой дугой»
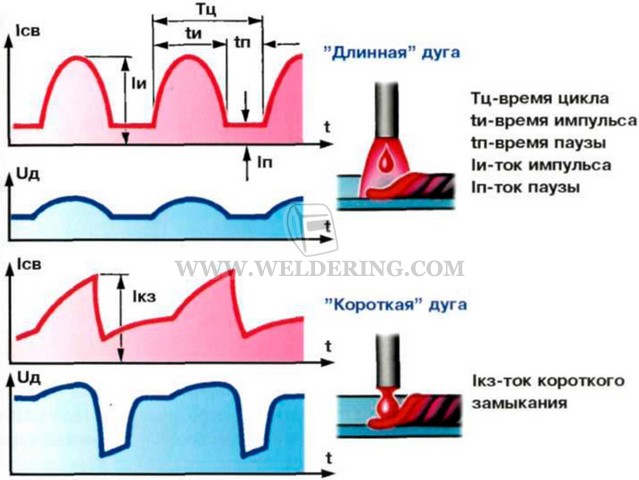
Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке «длинной дугой» возможны две разновидности переноса:
- один импульс — одна капля;
- один импульс — несколько капель.
Перенос «короткой дугой» характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Как ухаживать за инвертором?
Любое оборудование любит уход и порядок, ваш инвертор – ни в коем случае не исключение. Правила, как правильно варить инверторной сваркой и как правильно его хранить, простые.
Выбор электрода для сварки различных металлов.
Перед работой нужно делать следующее:
- произвести визуальный осмотр аппарата и подготовить место, где вы собираетесь работать;
- установить инвертор в горизонтальном положении с желательной защитой от пыли, осадков и других загрязнений;
- кабель подключить к разъемам в соответствии с вашими планами, обычно это плюс на электрод, а минус на металл;
- подключить электропитание. Важнейший нюанс: если у вас используется удлинитель, сечение сварочного кабеля должно быть не меньше 2,5 мм².
- поджечь дугу на отрыве в качестве пробного теста;
- убедиться в целостности кожуха, потому что без него варить категорически запрещается;
- отрегулировать режим тока. Можно начинать варить.
Хранить ваш аппарат нужно по следующим правилам:
- постоянно проверять все узлы устройства. Частота проверок зависит от интенсивности использовании аппарата и степени запыленности рабочего помещения;
- чистить устройство от пыли с помощью сжатого воздуха и низкого давления. Электрическое плато струей воздуха не чистить, а обходиться мягкой щеткой;
- проверять крепость силовых разъемов, целостность вилки, розетки и изоляционного покрытия электрических кабелей;
- хранить инвертор лучше в сухих условиях, температура воздуха должна укладываться в диапазон от -15°С до +50°С, оптимальная влажность воздуха – около 70 – 80%.
- Не забывать отключать инвертор от сети, когда он не работает.
Как сварочный ток для электродов влияет на сварку
При осуществлении сварочного процесса необходимо правильно подбирать величину тока. Именно данный параметр в большей степени влияет на качество сварного шва.
Низкий показатель сварочного тока  может привести к нестабильности горения дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение.
может привести к нестабильности горения дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение.
Слишком высокая величина приведет к перегреву или прожогу в зоне сваривания, а также к интенсивному разбрызгиванию.
В целом на выбор показателей силы напряжения влияют несколько факторов:
- марка и диаметр сварочных материалов;
- пространственное положение стержня при сварке;
- полярность напряжения (см. особенность сварки на постоянке и на переменке);
- размер шва;
- способ сварки;
- вид и толщина свариваемых металлов.
Переменный ток
Переменный ток меняет направление протекания по замкнутой цепи с определенной периодичностью. Переменный электрический ток получают при помощи генераторов переменного тока. Основными параметрами, характеризующими переменный ток являются:
— период — время, за которое происходит полный цикл изменений переменного
тока по величине и направлению; измеряется в миллисекундах;
— частота — число периодов, совершаемых переменным током в одну секунду; измеряется в герцах (Гц);
— амплитуда тока — максимальное значение тока в течение периода, независимо от направления тока; измеряется в амперах (А)
— эффективное значение тока — величина переменного тока, при котором на определенном активном сопротивлении выделяется столько же тепла, как и при такой же величине постоянного тока; измеряется в амперах (А)
В Украине и странах СНГ все электростанции вырабатывают переменный ток стандартной частоты — 50 Гц. Такой переменный ток называют током промышленной частоты.
Главные особенности полуавтоматической сварки
Важно знать не только режимы газовой сварки и их правильный выбор, но и основные особенности проведения сваривания изделий из нержавеющей стали при помощи полуавтоматического оборудования. От этого будет зависеть итоговый результат и прочность соединений
Среди главных особенностей полуавтоматического сваривания элементов из нержавейки можно выделить:
- При проведении сварки рекомендуется использовать ток с обратной полярностью.
- Электроды должны удерживаться с соблюдением угла наклона. Если не будут выполняться основные правила, к примеру, если электрод будет больше отклоняться вперед, то соединение будет широким, а глубина проваривания небольшой. Этот способ наклона стоит использовать для тонких металлов.
- Самый большой вылет проволоки должен быть не больше 12 мм.
- Давление углекислоты при сварке нержавейки полуавтоматом должно быть такое же, как и при сваривании других металлов. Рабочий расход должен быть не больше 12 м3 в минуту, но не меньше 6 м3 в минуту. Если не будут соблюдаться данные условия, то качество шва сильно ухудшится.
- При сварке обязательно нужно использовать осушитель. В качестве него применяется медный купорос, который предварительно прогревается при 200 градусов на протяжении 20 минут.
- Чтобы защититься от брызг раскаленного расплавленного металла рекомендуется использовать водные растворы с содержанием мела.
- Если вы хотите получить отличное соединение при сварке электродом стоит водить плавно, без колебаний.
- При сваривании от края обрабатываемого изделия стоит отступать не меньше 5 см.
Изготовление регулятора сварочного тока
Простое устройство можно собрать из мощных проволок, используемых в подъемных механизмах. При отсутствии такого материала регулятор изготавливают из дверной пружины.
Такое сопротивление подключают стационарным или съемным способом. Один конец пружины подсоединяют к выходу трансформатора. Другую сторону снабжают зажимом, который может перемещаться по спирали.
Снизить их выраженность помогают растягивание спирали, увеличение толщины основания. Сгибание проволоки змейкой уменьшает размер резистора.
Регулятор тока для сварочного аппарата.
Необходимые элементы
При сборке регулятора могут потребоваться:
- стальная пружина;
- нихромовая спираль;
- шнур;
- переключатель;
- резистор;
- катушка;
- готовая схема сборки.
Описание силикатного полуторного кирпича
Силикатный полуторный, размеры которого характерны и для полнотелого, позволяет выполнять кладку конструкций очень быстро и легко. Причина такого удобства состоит в его малом весе. Силикатный кирпич обладает пустотами, которые могут быть сквозными или несквозными, выполненными в форме цилиндра, а также располагаться перпендикулярно основанию.
О том каков вес белого силикатного кирпича описано в статье.
Присутствие пустот способствует снижению веса изделия, а также повышает теплоизоляционные и звукоизоляционные свойства.
На фото – полуторный силикатный кирпич
Современные технологии изготовления силикатного изделия позволяет производить изделие в неокрашенном или цветном виде. Первый вид выпускается в белом цвете, а вот цветные образцы подвергаются обработке, а также на их поверхности создается необходимый узор. Силикатный кирпич служит прекрасной защитой стен от негативного влияния атмосферы. Так как искусственный камень способен «дышать», то в доме создаются оптимальные условия для проживания.
Какой кирпич лучше использовать для печи можно узнать из данной статьи.
На видео рассказывается о размерах полуторного силикатного кирпича:
О том какова стоимость керамического кирпича можно узнать из статьи.
Облицовочный силикатный сочетает в себе прекрасные внешние данный, а также надежные эксплуатационные характеристики. При возведении дома из полуторного силикатного кирпича вы сможете сократить сроки строительных работ. Также здание, выложенные из совершенно ровного камня, характеризуется современным стилем и отличным внешним дизайном, причем выполнять дополнительно отделку здесь не обязательно.
Кирпич огнеупорный ша 8 размеры и другие данные можно подчеркнуть для себя из статьи.
Для представленного материала характерны следующие преимущества:
- Материал обладает низкими показателями теплопроводности.
- Может противостоять низким показателям температуры, он выдерживает 15-50 циклов размораживания и замораживания.
- Прекрасные показатели водопоглощения, которые достигают 14-18%.
- Так как процесс производства силикатного кирпича предполагает использование только природных натуральных компонентов, то конечное изделие не влияет отрицательно на здоровье человека, ведь не выделяет в окружающую среды вредных примесей.
- Здания, выстроенные из этого материала, характеризуются отличной звукоизоляцией и приятным микроклиматом.
- Если сравнивать белый с красным, то первый облает меньшими прочностными качествами. Также белый кирпич не такой универсальный в плане своего применения. Используют его только при возведении стен и перегородок. Что кается кладки фундамента, камина, труб и цоколя, то в этом плане силикатный кирпич не поможет.
О том каковы размеры шамотного кирпича ша 8 можно узнать из статьи.
На видео – вес полуторного силикатного кирпича, его плюсы и минусы: