Технология точечной сварки и изготовление самодельного сварочного аппарата
Содержание:
- Аккумуляторы 18650 и их сварка
- Особенности подбора электродов
- Изготовление устройства
- Техника безопасности
- Конструктивное исполнение
- Основные типы аппаратов и возможность их домашнего изготовления
- Эксплуатация
- Особенности многофункциональной комнаты
- Оборудование на конденсаторах
- Тщательно изолируем и хорошо охлаждаем
- Детали и инструменты для сбора прибора своими руками
- Декорирование цоколя
- Извлечение преобразователя из печи
- Изготовление клещей
- Изготовление устройства
- Точечная сварка из микроволновки
- Аппарат для точечной сварки своими руками
- Обозначения точечной сварки на чертежах по ГОСТ
- Делаем клещи
- Основные элементы самодельного устройства
- Коротко о размерах
- Видео
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
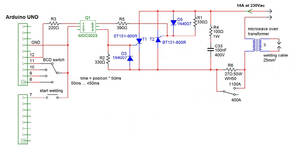
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
Особенности подбора электродов
Самодельная точечная сварка должна выполняться правильно с учетом важных нюансов. Для нее требуют электроды. Профессионалы при проведении работ на производстве применяют промышленные электроды, выполненные по ГОСТ 14111-69. Они обладают высоким качеством и имеют длительный срок службы.
Стоит отметить! Многие умельцы прибегают к самостоятельному изготовлению электродов. Для этих целей они используют специальные стержни. Чтобы правильно изготовить, можно посмотреть в интернете видео, в котором подробно описывается процесс самостоятельного изготовления расходных материалов.
Точечная сварка в домашних условиях должна выполняться электродами, которые имеют следующие особенности:
- В зависимости от мощности сварочного оборудования могут применяться медные стержни с диаметром от 5 до 15 мм.
- С одной стороны они вставляются в металлическую гильзу с зажимными болтами, которая закреплена на кабеле от трансформатора.
- Электроды обычно зажимаются при помощи болтов. Иногда может применяться пайка, это более надежное крепление, но в данном случае затрудняется смена электрода.
- Для медных электродов обязательно применяются провода из меди.
- Рабочие концы стержней могут быть заостренными, овальными или плоскими.
Изготовление устройства
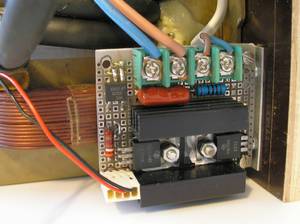
Аппарат для сварки точечным способом, имеющий небольшие габариты, называют споттером. Сварочный аппарат для точечной сварки аккумуляторов можно с легкостью изготовить самим. Аппарат для точечной сварки аккумуляторов разделяется на механическую составляющую и электрическую. Механическая содержит электроды, проводящие ток, и элементы, необходимые для сжатия деталей. В электрической части главной составляющей является трансформатор.
Аппарат для точечной сварки для аккумуляторов может иметь в своем составе старый трансформатор. Распространено использование трансформатора, входящего ранее в конструкцию микроволновой печки, если она вышла из строя и не подлежит ремонту. Также можно использовать трансформатор неработающего телевизора.
Извлекать старый трансформатор необходимо осторожно, чтобы не повредить изоляцию. Вторичную обмотку следует полностью удалить
Можно вначале спилить верхнюю часть, а потом достать или выбить оставшуюся с помощью какого-нибудь инструмента, например, зубила. После этого следует очистить место произведенной работы.
Затем следует освобождение паза, в котором будет намотана новая обмотка. Ее нетрудно изготовить из сварочного кабеля, имеющего большую толщину. Хороший показатель дадут даже четыре витка приготовленной таким образом обмотки. Особенно длинным кабель делает не стоит, поскольку это снизит надежность такого устройства, каким является аппарат для сварки аккумуляторов.
Обновленный трансформатор следует закрепить на основании саморезами. Друг напротив друга устанавливаются электроды, которые будут спаяны вместе. Спаянные электроды соединяются с проводами. К одним из важных обстоятельств можно отнести место положения выключателя. Его располагают так, чтобы он находился невдалеке от клещей на корпусе с его левой стороны.
В том случае, если аппарат для точечной сварки аккумуляторов своими руками включает в составе автомобильный аккумулятор, то такая переделка трансформатора не понадобится. В качестве источника тока будет использоваться заряженный машинный аккумулятор. Он должен иметь значительную мощность, чтобы исключить расправление при нагреве металла.
Оба электрода в изоляционном покрытии по всей своей длине фиксируются в колодке. Чтобы выдержать расстояние между ними закрепляют соединитель. Провода, идущие от АКБ, фиксируют в клеммнике. Аппарат точечной сварки аккумуляторов удобно подключать с помощью ножной педали. Подойдет педаль от швейной машины, но желательно приобрести новую.
Для подключения ножной педали должен иметься специальный разъем
Важной частью является подготовка электродов. В их роли могут выступать стержни паяльников, заточенные на конус
Также можно использовать обычный провод из меди диаметром 2-5 миллиметра.
Электроды к деталям должны прижиматься с помощью прижимного устройства. Прижимное устройство должно иметь возможность регулировки. Это расширяет поле деятельности, используя его для сваривания деталей разной толщины.
Аппарат для сварки аккумуляторов своими руками, конечно, не может сравниться с заводским исполнением, но проверка его работы после сборки приблизит его к этим характеристикам. Для тестирования следует выбрать какую-нибудь ненужную деталь. Контрольная контактная сварка для аккумуляторов должна быть вначале осуществлена на маленькой мощности. При нормальном результате следующую проверку уже можно проводить на максимальной мощности.
Правильно подобранный режим обеспечит отсутствие следов сварки. В то же время крепко соединенные детали должны успешно сопротивляться разрыву.
Техника безопасности
Для обеспечения собственной безопасности работнику необходимо знать и соблюдать требования инструкции по технике безопасности для точечной сварки:
- для недопущения удара электрическим током производить заземление агрегата;
- до начала работы обязательно осуществлять проверку его исправности;
- использовать индивидуальные средства защиты для рук, глаз и тела;
- исключить подачу высокого напряжения к элементам управления аппаратом
- применять в приборе только провода установленного сечения;
- работы производить в помещении с хорошо оборудованной вентиляцией или использовать специальные маски для защиты органов дыхания.
- блокировки и тумблера (кнопки) включения или отключения должны быть исправны, хорошо видимыми и легко доступными;
- при производстве работ область зажимных механизмов должна быть закрыта щитком.
Соблюдение этих мер безопасности обеспечит сохранение здоровья работника и окружающих, позволит выполнить необходимый объем работы точно и в срок.
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Автоматическая контактная сварка, сделанная в бытовых условиях, при соблюдении всех параметров учитывает требования к качеству. Чтобы упросить задачу рекомендуется выбирать переменный ток. В этом случае продолжительность воздействия позволит выполнить качественные швы, при этом временной промежуток будет увеличен. В таких устройствах имеется реле, обеспечивающее регулирование времени.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.
Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра
Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Сварщик контактной сварки может варить все разновидности материалов в соответствии с видами аттестации. Вакансии всегда предусматривают первоначальное обучение. Дуговая сварка выполняет соединения более массивных конструкций.
Основные типы аппаратов и возможность их домашнего изготовления
Существует 4 разновидности оборудования:
- Трансформатор, работающий с переменным током. Главный компонент системы напоминает стандартный блок питания. Входящее напряжение с его помощью понижается до 60 В. Сила тока меняется в результате движения вторичной обмотки. Недостатками считают большую массу и размер устройства. Кроме того, получить однородный шов с использованием переменного тока трудно.
- Выпрямитель, являющийся усовершенствованным вариантом трансформатора. После понижения напряжения ток стабилизируется диодным мостом. Более сложные схемы включают тиристоры, помогающие регулировать параметры. Подача постоянного тока обеспечивает высокое качество шва. Аппарат работает со всеми типами металлов и сплавов. Недостатком считается чувствительность к скачкам напряжения.
- Полуавтомат, содержащий механизм подачи расходного материала. Сварка ведется в газовой среде, поэтому дополнительно подключается баллон. полуавтоматические агрегаты помогают формировать качественные швы.
- Инвертор, отличающийся компактными размерами. Такие аппараты чаще всего применяются в бытовых условиях. Для преобразования напряжения используют источник питания с ШИМ управлением. Работать с оборудованием могут даже начинающие сварщики.
Эксплуатация
Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию, иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.
Особенности многофункциональной комнаты
Оборудование на конденсаторах
Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта.
Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети.
Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками.
Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении.
При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу:
W = C*U2/2,
где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность.
Тщательно изолируем и хорошо охлаждаем
Выполняя намотку проволоки на катушку, следует обязательно наносить на её поверхность изолирующий лак и укладывать витки как можно плотнее. В противном случае нельзя исключить межвитковые замыкания и перегорание проводов из-за перегрева. На первый план выходит охлаждение трансформатора. Об этом авторы многих статей почему-то умалчивают. Не исключено, что потребуется установка дополнительной системы охлаждения, состоящей из радиаторов и обдувающих их вентиляторов. Если об этом не позаботиться, оборудование просто выйдет из строя от перегрева или даже станет пожароопасным. Как вариант, возможна установка уже готовых систем охлаждения, применяемых в электрике и электронике.
Детали и инструменты для сбора прибора своими руками
У каждого компетентного мастера всегда найдутся под рукой обычные кнопки типа вкл/выкл, они достаточно будет применить для схемы управления вашей контактной сваркой.
Также недостающей деталью служит медный провод, который в будущем, мы будем использовать для намотки на трансформатор. О сечении этих проводов, я расскажу вам чуть позже в моей статье.
Если вы умеете пользоваться формулами и рассчитывать необходимое сечение, я возражать не буду, хотя я вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернёмся к нашим необходимым инструментам, нам нужны будут стамеска или же ножовка, припой и, конечно, паяльник.
Мастерить контактную сварку из инвертора своими руками не очень хороший вариант, учитывая, что из него нам будет достаточно одного трансформатора, хотя и на это у меня есть альтернатива, но об этом чуть позже.
Если вы были настроены использовать и электронику, то я бы вам не стал этого советовать, так как процесс этот достаточно трудоёмкий и неэффективный.
Теперь я открою вам завесу. Альтернативой взятого трансформатора из инвертора, является трансформатор из микроволновой печи, всё верно, вам не показалось, именно от туда.
Как показала практика, трансформаторы, взятые с СВЧ, подходят для наших целей, их легко усовершенствовать, так что остановимся на них.
Декорирование цоколя
Декорирование отделочного слоя поверхности цоколя выполняется такими способами:
- окрашивание красками, подходящими для фасада. Преимущества такого декорирования, это возможность подобрать цвет, оттенок или нарисовать узор, соответствующий фасадной отделке и общему дизайну дома. Также этот способ является самым доступным из многих;
- нанесение финишной декоративной штукатурки. Благодаря широкому выбору цветовой палитры она может удовлетворить любые запросы владельцев дома;
- декорирование цокольной поверхности можно произвести с обычной оштукатуренной поверхности, придавая ей рельефные неровности. После высыхания такой поверхности, отделка цоколя напоминает отделочный камень. Форму неровностей можно производить любую, на усмотрение хозяина дома.
Фото разных способов декорирования цоколя представлены ниже.
Камень (искусственный)
В принципе, способ также относительно недорогой и эффективный, если правильно подобрать тип продукции (температура использования, прочность и так далее).
Плюсы
- Искусственный камень несложно изготовить в домашних условиях — об этом мы писали здесь. Это несколько увеличит время на производство работ, но существенно снизит их общую стоимость.
- Многообразие вариантов облицовки (внешний вид).
- Прочность, большой срок службы.
- Хорошая ремонтопригодность.
- Небольшой вес и простота крепления. Искусственный камень можно просто наклеивать на основу.
Минусы
Работы проводятся только при «плюсовых» температурах. Это определяется свойствами рекомендуемых клеящих составов. Следует отметить, что с некоторыми можно работать и при «минусе» на улице
Но здесь возникает определенная сложность – как правильно рассчитать величину зазоров между изделиями? Поэтому «зимняя» работа требует определенного опыта.
Процесс довольно кропотливый и длительный, необходимо повышенное внимание и аккуратность.
Извлечение преобразователя из печи
Самый ответственный этап работы – это извлечение и подготовка трансформатора к работе
Доставать преобразователь необходимо крайне осторожно, ведь любое повреждение приведет к неисправности сварочного аппарата. Произвести демонтаж конструкции поможет болгарка и отвертки.
Инструкция, как сделать точечную сварку своими руками:
- Старую микроволновую печь располагают на рабочей поверхности.
- Болгаркой (с использованием средств защиты для лица и рук) аккуратно по шву вскрывают корпус печи.
- Снимают крышку корпуса.
- Далее необходимо найти небольшой блок с магнитной катушкой на заднем контуре.
Блок извлекают, внимательно осматривают на предмет наличия трещин и дефектов.
Изготовление клещей
Сварочный аппарат для контактной сварки оснащается клещами. Ручные клещи для контактной стыковки могут быть:
- выносными;
- стационарными.
Во втором варианте предусмотрена хорошая изоляция и безупречный контакт с электродами. Для этого необходимо выносной рычаг выполнить длинным. Ручки соответствующей длины проще изготовить на выносной конструкции. Изоляция подвижного соединения должна быть надежной, как правило, для этого используются шайбы и втулки из текстолита.
Клещи для контактной сварки производятся с заданным параметром вылета электродов в виде точек, который тоже немаловажен, от него зависит расстояние от кромки до места соединения деталей. Электроды изготавливаются из меди или бериллиевой бронзы. Также сварочные клещи можно изготовить из рабочей части паяльников. Это удобно при соединении полиэтиленовых труб.
Сварщик на машинах контактной сварки обязательно должен быть аттестован, но если он работает на производстве. Выполнение точечной сварки своими руками несложное занятие, как и дуговая сварка. В бытовых условиях может справиться каждый.
Изготовление устройства
Качественный аппарат для сварки состоит из двух основных частей – контактного блока и источника сварочного импульса. Последний подает автоматически импульс. Сила тока должна быть в пределах 200 А на протяжении 0,03-0,1 с при питании от обычной электросети. Некоторые пользователи советуют выбрать устройство, позволяющее регулировать силу тока для работы с различными видами металла разной толщины.
Контактный блок должен характеризоваться основными требованиями:
- Хорошее прижатие сварочных поверхностей;
- При помощи точечного электрода необходимо подвести сварочный сигнал;
- Удержание заготовок после снятия импульса до полного затвердения.
Чаще всего можно встретить такие решения:
- заготовки зажимают между электродами;
- используют 2 разных электрода: точечный и плоский;
- одна из заготовок является нижним электродом.
Точечная сварка из микроволновки
Не секрет, что покупные модели стоят очень дорого, поэтому есть смысл отдать предпочтение самодельным решениям. Для изготовления продуктивной установки можно применить микроволновую печь с большими размерами. Именно габариты определяют мощность будущего устройства.
Если вы не располагаете микроволновкой, попробуйте поискать её на барахолке или купить у соседей. Подобное приобретение не станет большим вложением. В дальнейшем остаётся разобрать микроволновку и извлечь из неё высоковольтный трансформатор.
Будьте внимательны, т. к. даже в разобранном состоянии без прямого подключения к электрической сети отдельные узлы оборудования могут «биться» током.
Основные части трансформатора представлены сердечником и двумя видами обмотки — первичным и вторичным. Чтобы соединить сердечник, можно использовать два сварочных шва с небольшой толщиной. Заранее избавьтесь от них, что можно сделать посредством молотка и ножовки. Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
В конечном итоге вам будет открыт доступ к сердечнику от трансформатора, который состоит из двух частей.
На следующем этапе следует провести вторичную обмотку трансформаторной детали. Здесь понадобится воспользоваться медным кабелем с таким же сечением, как трансформаторная прорезь. Необходимо намотать около двух витков. Используя стандартную двухкомпонентную эпоксидную смолу, осуществите соединение двух половин сердечника между собой. Чтобы процесс был выполнен по-особому успешно, попробуйте зафиксировать их в тисках.
Не забудьте проверить уровень напряжения на выходе из трансформаторного механизма. Оно не должно превышать отметку в 2 вольта. При этом минимальное значение силы тока варьируется в пределе 850 А.
Затем необходимо приступить к изготовлению корпуса сварочного материала. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
Аппарат для точечной сварки своими руками
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.

Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
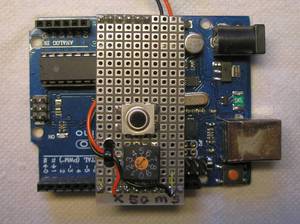
Управление

На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Обозначения точечной сварки на чертежах по ГОСТ
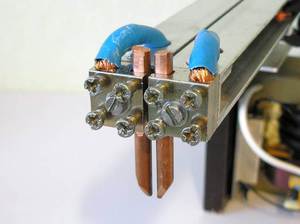
Делаем клещи
Лишь когда трансформатор будет готов, имеет смысл приступать к изготовлению контактных клещей. Их конструкция в первую очередь зависит от характера работ, для которых будет использоваться оборудование. Устройство захвата будет зависеть от системы его привода и предполагаемого размера соединяемых деталей
Важной частью клещей являются контактные наконечники. При малой толщине свариваемого листа вполне допустимо использование медных наконечников от паяльника
Лучше, если приобрести и установить готовые наконечники – они встречаются в продаже и удобны тем, что имеют специальную, хорошо подходящую для работы форму. Но если речь идёт о стальном листе 0,5 мм и более и предполагается наложение соединительных швов значительной протяжённости, наконечники рекомендуется оснастить роликами.
Основные элементы самодельного устройства
Коротко о размерах
Каким бы ни был ваш мангал, он должен отвечать двум основным задачам — готовить еды столько, чтобы хватило всем, и обеспечивать удобство при готовке. Поэтому, прежде чем рисовать чертежи, выясните главное — на сколько людей рассчитан будет ваш шашлык и кто его станет готовить.
Высоту мангала можно предусмотреть любую. Например, готовые мангалы имеют высоту от 70 до 120 см. Но если уж вы решили изготовить его своими руками, размерами нужно ориентироваться на рост человека, который будет работать на мангале. Для этого он должен встать ровно. Не сгибая спины, и держать горизонтально шампур. В этой удобной для него точке и будет высота мангала. Ниже не надо, выше — тоже ни к чему.
Что касается ширины жаровни, то принять, что она составляет обычно 30 см. Посему именно столько? По размерам шампура с нанизанным на него мясом. Теоретически можно сделать и более широкую жаровню, тем более что металлического листа не жалко. Однако слишком широкое дно не позволит сконцентрировать жар и часть тепла будет бездарно уходить в воздух. Так что смысла размахиваться с шириной нет совсем.
Глубина мангала не должна превышать 13-15 см
Другое дело — длина мангала. Это вопрос собственных предпочтений, но, скорее, потребности. Если мангал будет использоваться для нужд одной семьи, то вполне достаточно небольшого, 60-80 см мангала. Но если планируете сделать своими руками большой мангал для большой компании, то не менее метра, из расчета, что на один шампур потребуется примерно по 10 см.
Наконец, последние размеры — это глубина жаровни. Многие ошибочно полагают, что чем она больше, тем весомее будет конструкция, тем больше углей вместит и, следовательно, тем лучше будет результат. Из всего этого верно только одно — углей действительно потребуется очень много, вдвое больше. Чем в обычном неглубоком мангале. А вот нужно ли такое изобилие, вопрос. На вкус шашлыка большая подушка из углей никак не повлияет, а времени и дров потребует гораздо больше. Впрочем, мелкое днище еще хуже, чем глубокое — угли вблизи сожгут шашлык раньше, чем вы это поймете. Так что, изготавливая мангал своими рукам, ориентируйтесь на размеры глубины где-то максимум в 13-15 см.
Видео
Как правильно отделать цоколь дома пластиковыми панелями и установить водостоки.
https://youtube.com/watch?v=89udPT08big
Практические рекомендации
Если дом возведен на свайном фундаменте, то предварительно монтируется несущий каркас, который обшивается любым материалом
Главное требование к нему – влагостойкость.
При подсчете стоимости работ необходимо смотреть не только на цену материала, но и принять во внимание, во что обойдутся расходы на его монтаж. Кроме того, немаловажный фактор – срок эксплуатации
Разумнее купить изделие для отделки более дорогое и прочное, чем регулярно заниматься ремонтом облицовки цоколя и при этом опять тратить деньги.









