Стандартные резьбы. обозначения
Содержание:
- Содержание
- Сообщить об опечатке
- Основные параметры резьбы и единицы измерения
- Фото самодельных поделок из ракушек
- Правила обозначения американской дюймовой резьбы
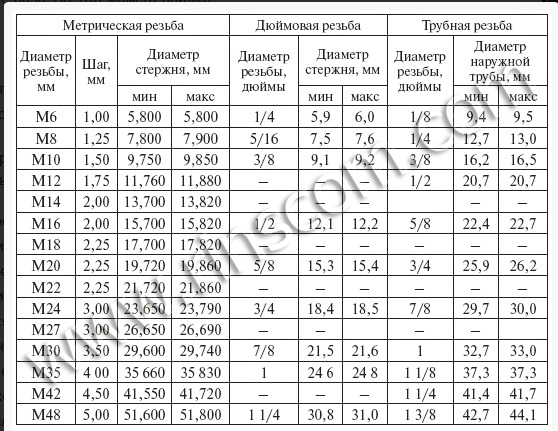
- Метрическая резьба (рис. 1)
- Основные сведения
- Особенности и отличия американской резьбы
- Принципы нарезки
- В популярной культуре
- Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
- Интересное QSO в телеграфе.
- Местный радиолюбительский Telegram
- Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
- Лучшие покупные крысоловки
- Маркировка чип-резисторов, номиналы
- Реальные истории изучения CW
Содержание
Сообщить об опечатке
Основные параметры резьбы и единицы измерения
- Единицы измерения диаметра
Схема цилиндрической резьбы.
Схема конической резьбы.
- Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
- Дюймовая резьба — все параметры резьбы выражены в дюймах (″), шаг резьбы в долях дюйма. Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр на самом деле существенно больше. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
- Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах, достаточно модуль умножить на число пи (π{\displaystyle \pi }).
- Питчевая резьба[неизвестный термин] — шаг резьбы измеряется в питчах[неизвестный термин] (p). Для получения числового значения (в дюймах) достаточно число пи (π{\displaystyle \pi }) разделить на питч. Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
- Основные параметры резьбы
- Шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11).
- Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Равен диаметру заготовки болта перед нарезкой резьбы.
- Средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
- Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1). Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
Ход (Ph) — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или — значение относительно осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
- Высота исходного треугольника резьбы (H).
- Срез резьбы (с).
- Угол конуса конической резьбы (ϕ{\displaystyle \phi }).
- Угол подъёма резьбы (ψ{\displaystyle \psi }):
Фото самодельных поделок из ракушек
Правила обозначения американской дюймовой резьбы
Дюймовой американской резьбой все больше стали интересоваться в связи с популярностью на отечественном рынке приборов, машин и автомобилей, для сборки которых необходимы различные элементы крепежа ANSI (американской системы обозначения). Принятая в России система обозначения сильно отличается от правил обозначения, справедливых для дюймового крепежа.
В Америке используются для описания крепежа две системы стандартов:
- для материалов и механических свойств крепежа используют ASTM,
- для описания размеров и геометрии резьбового крепежа используется американский стандарт ANSI.
В них за единицу измерения длины приняты дюймы, поэтому она называется дюймовой, а для измерения силы – фунты. Именно поэтому потребителям сложно разобраться в обозначениях на импортных крепежных деталях. Чтобы правильно подобрать нужный крепеж, следует помнить, что сила указывается в фунтах, а длина – в дюймах; диаметр резьбы и прочие параметр размеров обозначают целыми числами или частями дюйма в зависимости от типа крепежа. К примеру, 1/6 или 1/2. Из этого правила есть исключения: если диаметр резьбы не превышает дюйма и не является целой дробью.
В американских стандартах использованы таблицы, где каждому диаметру присвоен свой номер, а для определенных диаметров есть и свои размеры шага резьбы. Шаг резьбы в американских стандартах – это число полных витков резьбы, которые помещаются на 1 дюйме стержня. Если крепеж имеет одинаковую длину, то это не значит, что у него одинаковые шаги. Шаги в таких случаях могут быть крупные (резьба UNC) или мелкие (резьба UNF). Чем крупнее шаг, тем меньше витков будет у резьбы на 1 дюйм. Чтобы легко подобрать крепеж, существуют специальные таблицы, которые помогут сориентироваться в непривычной для российских потребителей американской системе.
Параметры резьбы UNC и резьбы UNF приведены ниже:
| Номинальный размер | Наружный диаметр (мм.) | UNC, ниток на дюйм | UNF, ниток на дюйм |
| №0 | 1,524 | 64 | 80 |
| №1 | 1,778 | 64 | 72 |
| №2 | 2,184 | 56 | 64 |
| №3 | 2,515 | 48 | 56 |
| №4 | 2,845 | 40 | 48 |
| №5 | 3,175 | 40 | 44 |
| №6 | 3,505 | 32 | 40 |
| №8 | 4,165 | 32 | 36 |
| №10 | 4,826 | 24 | 32 |
| №12 | 5,486 | 24 | 28 |
| 1/4 | 6,35 | 20 | 28 |
| 5/16 | 7,937 | 18 | 24 |
| 3/8 | 9,525 | 16 | 24 |
| 7/16 | 11,113 | 14 | 20 |
| 1/2 | 12,7 | 13 | 20 |
Обозначение резьбы, как правило, включает в себя буквенное обозначение типа резьбы и ее номинальный диаметр. Иногда в обозначении приводятся:
- шаг резьбы (или TPI — threads per inch — число витков на дюйм),
- число заходов для многозаходной резьбы,
- диаметр отверстия под резьбу,
- направление (левое, правое).
Следует помнить, что 1 дюйм ≈ 25,4 мм.
Пример: болт с американской резьбой 1/4” – 28UNFх2 1/2”
Метрическая резьба (рис. 1)
Имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом. За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5.
Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Базовые технические характеристики дюймовой резьбы:
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения. Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.
Особенности и отличия американской резьбы
Самая популярная резьба на территории США и Канады – дюймовая цилиндрическая резьба UNF/UTS (Unified Thread Standard). Ее еще называют американской резьбой. Ее угол при вершине 60˚ и высота профиля полностью соответствуют метрической резьбе, но все размеры резьбы основаны на дюймовой системе измерения. Они указаны в долях дюйма.
Исходя из шага американская дюймовая резьба бывает нескольких видов:
- с крупным шагом UNC (Unified Coarse);
- с мелким шагом UNF (Unified Fine);
- мелкая резьба для специальных областей применения UNEF (Unified Extra Fine);
- специализированная дюймовая цилиндрическая резьба UNS (Unified Special), которая является одним из типов резьбы UTS (Unified Thread Standard).
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
В популярной культуре
- Брайан Сайкс в своей книге « Кровь островов» 2006 года дает членам — и номинальному патриарху-основателю — R1b имя « Оисин ».
- Стивен Оппенгеймер в своей книге 2007 года « Происхождение британцев» дает патриарху R1b баскское имя «Руиско» в честь того, что Оппенгеймер считал иберийским происхождением R1b.
- Режиссер по имени Артем Лукичев создал (около 2009 г.) 14-минутный анимационный фильм, основанный на башкирском эпосе об Уральских горах , в котором эпопея связана с появлением и географическим расширением R1a и R1b.
- Тесты ДНК, которые помогли идентифицировать российского царя Николая II, показали, что он принадлежал к R1b. Это может указывать на то, что более поздние цари Дома Романовых , происходящие по мужской линии из Дома Гольштейн-Готторп (который возник в Шлезвиг-Гольштейне ), также являются членами R1b.
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Трубы, диаметр которых обозначается дюймами (1″, 2″
) и/или долями дюймов (1/2″, 3/4″ ), являются общепринятым стандартом в водо — и водогазоснабжении.
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема — несоответствие размера обозначенного дюйма (33,5 мм
) к его реальному размеру (25,4 мм ).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто — читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм
, а усиленной —25,5 мм . Последнее значение стоит довольно близко к равенству1″»=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy
). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от40 до 60% в зависимости от роста величины индекса.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам — из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8″ | 150 | 6″ | 900 | 36″ |
| 8 | 1/4″ | 175 | 7″ | 1000 | 40″ |
| 10 | 3/8″ | 200 | 8″ | 1050 | 42″ |
| 15 | 1/2″ | 225 | 9″ | 1100 | 44″ |
| 20 | 3/4″ | 250 | 10″ | 1200 | 48″ |
| 25 | 1″ | 275 | 11″ | 1300 | 52″ |
| 32 | 1(1/4)» | 300 | 12″ | 1400 | 56″ |
| 40 | 1(1/2)» | 350 | 14″ | 1500 | 60″ |
| 50 | 2″ | 400 | 16″ | 1600 | 64″ |
| 65 | 2(1/2)» | 450 | 18″ | 1700 | 68″ |
| 80 | 3″ | 500 | 20″ | 1800 | 72″ |
| 90 | 3(1/2)» | 600 | 24″ | 1900 | 76″ |
| 100 | 4″ | 700 | 28″ | 2000 | 80″ |
| 125 | 5″ | 800 | 32″ | 2200 | 88″ |
Таблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
| Условный проход трубы Dy. мм | Диаметр резьбы G». дюйм | Наружный диаметр трубы Dn. мм |
| Трубы стапьные водо/водогазoпроводные ГОСТ 3263-75 | Трубы стальные эпектросварные прямошовные ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) | Полимерная труба. ПЭ, ПП, ПВХ |
ГОСТ
— государственый стандарт, используемый в тепло — газо — нефте — трубопроводахISO — стандарт обозанчения диаметров, используется в сантехнических инженерных системахSMS — шведский стандарт диаметров труб и запорной арматурыDIN / EN — основной евросортамент для стальных труб по DIN2448 / DIN2458ДУ (Dy) — условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Таблица соответствия условного диаметра труб с международной маркировкой
| ГОСТ | ISO дюйм | ISO мм | SMS мм | DIN мм | ДУ |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23(23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34(35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметры и другие характеристики трубы из нержавеющей стали
| Проход, мм | Диаметрнаружн., мм | Толщина стенок, мм | Масса 1 м трубы (кг) | ||
| стандартных | усиленных | стандартных | усиленных | ||
| 10 | 17 | 2.2 | 2.8 | 0.61 | 0.74 |
| 15 | 21.3 | 2.8 | 3.2 | 1.28 | 1.43 |
| 20 | 26.8 | 2.8 | 3.2 | 1.66 | 1.86 |
| 25 | 33.5 | 3.2 | 4 | 2.39 | 2.91 |
| 32 | 42.3 | 3.2 | 4 | 3.09 | 3.78 |
| 40 | 48 | 3.5 | 4 | 3.84 | 4.34 |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6.16 |
| 65 | 75.5 | 4 | 4.5 | 7.05 | 7.88 |
| 80 | 88.5 | 4 | 4.5 | 8.34 | 9.32 |
| 100 | 114 | 4.5 | 5 | 12.15 | 13.44 |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18.24 |
| 150 | 165 | 4.5 | 5.5 | 17.81 | 21.63 |
Интересное QSO в телеграфе.
Всегда, когда выдается такая возможность, стараюсь работать в телеграфе на общий вызов. Совмещаю, так сказать, приятное с полезным. В этот раз, несмотря на то, что меня просто достала какая-то сильная спорадическая помеха прилетающая из эфира (похожая на работающий радар), удалось провести очень интересное QSO.
На мой общий вызов на 20м подошел RA3AL/M, который работал из машины на скорости 70 км/ч, причем на ключе!!! Геннадий сделал запись нашего QSO и я впервые наверное услышал свой телеграф «с той стороны».
RA3AL/M QTJ 70км/ч — R1BET
Не с первого раза я «схватил» позывной между пиками помехи, но QSO состоялось. По настоящему мобильный шек RA3AL/M выглядит тоже довольно необычно:
Вообще конечно, для меня, с трудом работающего на ключе за своим столом в шеке, работа на ходу из машины, за рулем которой ты находишься, кажется какой-то абсолютной магией. Позволю себе вольно процитировать Геннадия:
Местный радиолюбительский Telegram
Воспользуюсь возможностью и проанонсирую наши местные радиолюбительские ресурсы в Telegram. На них оперативно публикуется и обсуждается различная полезная информация: как официальные новости от АЛРС (ассоциации региональных отделений СРР по Санкт-Петербургу и Ленинградской области) , так и все прочее, что касается местной радиолюбительской жизни.
Исключительно для публикации оперативных новостей и анонсов используется канал https://teleg.run/hamspb
Для общения и обсуждения различных местных радиолюбительских вопросов существует группа со свободным доступом https://teleg.run/ham_spb_lo
Единственная просьба придерживаться обсуждения в группе только легальной работы на радиолюбительских диапазонах.
Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
Лучшие покупные крысоловки
Маркировка чип-резисторов, номиналы
Прочитав обозначение 2r00 резистора, как определить, на какое сопротивление он рассчитан? Для этого существует маркировка smd резисторов. Это можно сделать с помощью таблиц, где указан перечень характеристик, согласно обозначению на корпусе. Также цифровую маркировку поможет расшифровать программа онлайн-калькулятор. Интерфейс этого сетевого инструмента выглядит просто и работает быстро. Достаточно для этого вбить в окна полей необходимый запрос.
Онлайн-калькулятор для расчёта цифровых обозначений
При визуальном осмотре элемента маркировка смд резисторов может иметь следующие знаки, нанесённые на корпус:
- цифровые маркировки;
- буквенные символы;
- цветовые маркеры.
Они наносятся непосредственно на верхнюю часть корпуса и имеют различное значение.
Цифровые маркировки
Код, нарисованный на резистивном элементе, может состоять из трёх или четырёх цифр. Трёхцифровое обозначение расшифровывается легко. К примеру, у резистора 103 сколько ом величина сопротивления, указывают две первые цифры, третья – это множитель, на который умножается двухзначное число. В математике это показатель степени числа с основанием 10.
Внимание! Множитель в этом случае – степень n, в которую необходимо возвести число 10. Следовательно, чип-резистор 104 имеет номинал 10*104 = 100 кОм. Маркировка при помощи трёх цифр позиционирует элементы, имеющие допуск погрешности: 2; 5; 10%
Маркировка при помощи трёх цифр позиционирует элементы, имеющие допуск погрешности: 2; 5; 10%.
Трёхзначное цифровое обозначение
Маркировка резисторов меньше 1 Ом
Соответствующая отметка на детали, как и для сопротивлений менее 10 Ом, требует ввода в код буквы R. Она ставится либо впереди двух цифр, либо в середине и заменяет собой десятичную точку.
Обозначение SMD-резисторов
Цветовое обозначение
Цветовой способ маркировки резисторов применяется для элементов, имеющих маленький типоразмер. Однако для смд-сопротивлений он не применяется. По цветной палитре колец можно определить: номинал, множитель и температурный коэффициент (ТКС). Цветное кольцо, опоясывающее элемент, имеет определённый цвет, ширину и месторасположение.
Некоторые особенности при нанесении цветной маркировки, которые могут интерпретироваться следующим образом:
- У деталей с погрешностью 20% 3 кольца. Два первых – величина сопротивления, третье – множитель.
- Четыре кольца означают, что допуск отличен от 20% и обозначен четвёртым кольцом.
- Пять цветных колец имеют другое значение. Три первых – номинал детали, четвёртое – значение множителя, пятое – величина допуска в 0,005%.
ТКС, он же TCR (Temperature Coefficient of Resistance), показывает, насколько поменяется величина сопротивления двухполюсника при изменении температуры в один градус. Температура может меняться в любом направлении.
Шестая полоса (редкий случай) укажет значение TCR для резистора. Использование в схемах чувствительных к изменению температурного режима окружающей среды требует установки элемента с определённым значением TCR.
Расшифровка цветных маркеров
Буквенная маркировка
Стандарт EIA – 96 допускает при кодировке SMD-чипов резистивной направленности ввод буквы третьим символом.
Расшифровка мнемонического обозначения буквами
При требовании к допуску в 1% маркировка имеет трёхзначные или четырёхзначные обозначения на корпусе деталей.
Две цифры и буква у таких smd резисторов, имеющих типоразмер 0603, распределены следующим образом:
- две первых цифры – сопротивление в Ом;
- буква – это множитель: S, R, B, C, D, E, F.
Данные по сопротивлениям с трёхзначным кодом определяют по таблицам.
Таблица кодов для первых двух цифр при допуске в 1%
Нумерация с использованием 4-х цифр при данном допуске отклонения от точности означает:
- три первых цифры – мантисса (дробная часть десятичного числа);
- четвёртая цифра – показатель степени числа 10.
Например, резистивный элемент с меткой 3501 обладает номиналом 350*10 = 3,5 кОм.
Интересно. Когда на детали нарисован ноль «0», это значит смд-резистор имеет нулевое значение сопротивления. Это просто перемычка. При измерении тестером результат не должен вводить в заблуждение – элемент исправен.
При замене неисправных элементов, расположенных на печатной плате, правильное определение номинального значения поможет устранить повреждение. В случае необходимости можно smd-компоненты заменить на детали аналогичных параметров, расшифровав цифровые и буквенные коды.
Реальные истории изучения CW
Когда больше года назад я взялся за азбуку Морзе, то не смог найти в сети каких-то современных мне историй от учащих/выучивших телеграф. Временами казалось, что я вообще единственный русскоязычный кто этим всем занимается.
Но как выяснилось недавно абсолютно случайно, еще несколько коллег радиолюбителей мало того, что осваивали телеграф практически одновременно со мной, так еще и описали весь процесс подробно в своих блогах/на сайтах. На самом деле действительно удивительно, что в большинстве случаев мы сталкивались практически с одними и теми же проблемами и приходили к очень похожим выводам, методикам и решениям.
Если бы я в свое время прочитал эти истории, то сэкономил бы приличное количество времени, например, не тратя его впустую на не сработавшие ни у кого, но при этом почему-то широко рекомендуемые, методики — вроде прослушивание морзянки в плеерах/машинах «между делом» при неосвоенном до конца алфавите и т.п. Ну, и конечно это сильнейшая дополнительная мотивация, когда кто-то учит «вместе» с тобой и постепенно прогрессирует — никак не хочется отстать
http://r0ccs.ru/ — совершенно фантастическая по детализации история от R0CCS. Очень много полезной информации именно по https://lcwo.net/