Резьба. виды, геометрия и профили резьбы
Содержание:
- Применение калибров
- Как правильно наносить затирку?
- Нормативная документация
- Положительные и отрицательные свойства
- Трапецеидальная резьба
- Выполнение трубной резьбы
- Внутреннее утепление
- Почему поросята плохо едят: основные причины, что делать в этой ситуации
- Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Правила выбора оттенка затирки
- 1.5.1. Крепежная резьба.
- Трубная цилиндрическая, трубная коническая и коническая дюймовая
- Конструктивные особенности, которые необходимо учитывать при выборе фрезера
- Горячая сварка
- Метрические резьбы
- Подготовка к нарезанию внутренней резьбы
- Барбекю из кирпича своими руками: чертежи с размерами, порядовки, пошаговые инструкции
- Основные виды и их отличия
- Видео: Как мыть натяжные потолки
- Каким должен нахлест?
- Нарезка трубной резьбы
- Рельефная резьба
- Разновидности дюймовых резьб
- Нюансы заливного пола с рисунком
- Типы резьбы
Применение калибров
Пробки со вставками являются главным типом резьбовых пробок, имеют конусный хвостовик. Они изготавливаются диаметром от 1 до 50 мм. Уплотнение резьбовых соединений с внешним диаметром от 50 до 100 мм делают в виде насадок, фиксируемых на концах пластмассовой ручки винтами. Проверку внешней резьбы производят резьбовыми кольцами, изготовленными диаметром от 1 до 100 мм. Проходные кольца нарезаются по всей ширине кольца. Их внешняя поверхность накатывается. Непроходимые кольца обладают укороченной резьбой (оставляют только два три витка с укороченной резьбой). На них создают отличительную проточку посередине внешней накатанной цилиндрической поверхности кольца.
Как правильно наносить затирку?
Нормативная документация
ГОСТ 8724
В этом документе определены параметры шага и диаметра метрической резьбы. Его требования распространяются на изделия с диаметрами от 0,25 до 600 мм. На сегодня имеет силу ГОСТ 8724-2002. Проектировщики, занимающиеся подбором метрической резьбы для деталей и узлов в любой отрасти должны руководствоваться требованиями этого документа.
Кроме указанного нормативного документа, проектировщики и технологи должны знать и применять на практике следующие нормативные документы:
- ГОСТом 9150 2002 – определяет параметры профиля метрической резьбы и левой, и правой;
- ГОСТ 16093 – нормирует предельные размеры диаметров и шагов, устанавливает допуски на них действующие;
Надо понимать, что все применяемые резьбы стандартизированы. Кроме того, существуют резьбы, параметры, которых определены в заводских нормалях (стандартах предприятия). Такие нормали, применяют в автомобильной и авиационной отраслях промышленности.
Положительные и отрицательные свойства
Резьбовые соединения получили большое распространение благодаря большому количеству эксплуатационных свойств. Важнейшими считаются:
- Долговечность.
- Надёжность.
- Контроль силы сжатия.
- Крепление детали в нужном положении.
- Эффект самоторможения.
- Возможность монтажа большим количеством различных инструментов.
- Простая конструкция.
- Большой сортамент.
- Невысокая стоимость.
При всех положительных качествах спираль имеет ряд характерных недостатков. Нагрузка распределяется неравномерно. Первый виток испытывает 50% общего давления.
Классификация резьбовых соединений
Профиль может иметь несколько видов. Он разбивает резьбу на определённые группы, которые применяются для создания различных соединений:
- Дюймовая.
- Метрическая.
- Трубная.
- Упорная.
- Трапецеидальная.
- Круглая.
Коническая резьба отличается наличием конусности 1:16. Такая конструкция позволяет создать герметичные стыки без применения стопорных гаек.
Для дюймовой резьбы не существует отечественного стандарта. Профиль такой резьбы имеет вид треугольника. Угол 55 градусов. Число витков на одном дюйме определяет шаг профиля. Стандартизация конструкции затрагивает наружные диаметры 3/16″ — 4″ с витками на 3—28″.
Резьба дюймовая коническая сделана с конусом 1:16. Угол профиля равен 60 градусам. Это изделие создаёт высокую герметичность, причём без установки специальных уплотнений. Применяется для гидравлических систем, а также трубопроводов небольшого диаметра.
Цилиндрическая трубная резьба ГОСТ 6357–81 используется как одновременный крепёж и уплотнение. Форма профиля сделана в виде равнобедренного треугольника, имеющего угол наклона 55 градусов. Чтобы достичь высокой герметичности, профиль имеет верхние грани закруглённого типа. Чтобы не повредить стенки конструкции, такая резьба отличается сокращённым шагом. Её используют в системах отопления, создании водопроводных коммуникаций.
Трапецеидальная резьба изготавливается по ГОСТ 9481 −81. Она применяется в крепёжных соединениях вида винт-гайка. Внешний вид профиля напоминает равностороннюю трапецию с углом наклона 30 градусов. В червячных передачах значение угла увеличивается до 40 градусов. Применяется для крепежа деталей диаметром 10−640 мм.
Упорная резьба стандартизируется ГОСТом 24737−81. Её используют в крепеже, который во время эксплуатации подвергается мощным осевым нагрузкам, направленным в определённую сторону. Профиль имеет форму разносторонней трапеции. Одна грань наклонена под углом 3 градуса, противоположная — 30 градусов. Такой резьбой соединяют детали диаметром 10—600 мм. Шаг профиля находится в диапазоне 2—25 мм.
Круглая резьба ГОСТ 6042–83 формируется соединением дуг. Угол наклона между ними составляет 30 градусов. Основным преимуществом этой конфигурации считается высокая устойчивость к повышенному износу. Поэтому её широко используют в создании трубопроводной системы.
Трапецеидальная резьба
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу.
Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках. Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике. Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр.
Трапецеидальная резьба
На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм.
При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры.
Требования к параметрам изложены в ГОСТ 24738-81.
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.
Способы нарезки резьбы
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Внутреннее утепление
Утеплить фундамент частного дома изнутри можно, просто обшив стены подвала теплоизоляционными материалами. Они не дают проникать внутрь холоду и предотвращают утечки тепла. Также снижается вероятность появления конденсата.
При выборе материала-утеплителя для утепления своими руками сложно ошибиться. На рынке утеплителей преобладает экструдированный пенополистирол. Также можно применять ППУ, который очень легко наносится на все элементы конструкции посредством напыления.
Плиты утеплителя на стены подвала изнутри устанавливаются с помощью специальной клеящей массы. Но также им нужно дополнительное механическое закрепление, в качестве которого выступают пластиковые дюбеля. В принципе, это необязательный этап монтажа, так как на стены подвала не воздействуют ни сильные порывы ветра, ни атмосферные осадки.
Каждая утепленная стена армируется специальной сеткой, грунтуется и декорируется.
Важно! Чтобы утеплить фундамент частного дома изнутри наиболее эффективно, ему необходима защита от влаги, которая может уничтожить даже самые тщательные работы. Также в подвале должна быть исключительная вентиляция, весь застоявшийся воздух должен выходить из дома
Таким образом, утеплить своими руками фундамент частного дома можно с легкостью как снаружи, так и изнутри. Главное учитывать при этом все профессиональные советы, чтобы строительные работы были выполнены качественно и правильно.
Почему поросята плохо едят: основные причины, что делать в этой ситуации
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
Правила выбора оттенка затирки
1.5.1. Крепежная резьба.
Метрическая
резьба (рис.
1.8). Основным принятым к производству
типом крепежной резьбы в нашей стране
является метрическая резьба с углом
треугольного профиля α = 60°. Размеры ее
элементов задаются в миллиметрах.
Рис.
1.8. Профиль и основные размеры метрической
резьбы
Профиль резьбы
установлен ГОСТом 9150—81,
основные
размеры (номинальные значения) наружного,
среднего и внутреннего диаметров резьбы
— ГОСТ 4705-81, диаметры и шаги — ГОСТ
8724—81, степень точности, с которой должна
быть изготовлена резьба, — ГОСТ 16093—81.
Вершины выступов
и впадин профиля срезаны по прямой или
дуге окружности, что уменьшает концентрацию
напряжений и предохраняет резьбу от
повреждения.
Метрическую резьбу
выполняют с крупным и мелким шагами. По
стандарту, для каждого наружного диаметра
резьбы устанавливается одно значение
крупного шага и несколько — для мелких.
Поэтому в обозначении метрической
резьбы крупный шаг не указывают, а мелкий
указывают обязательно.
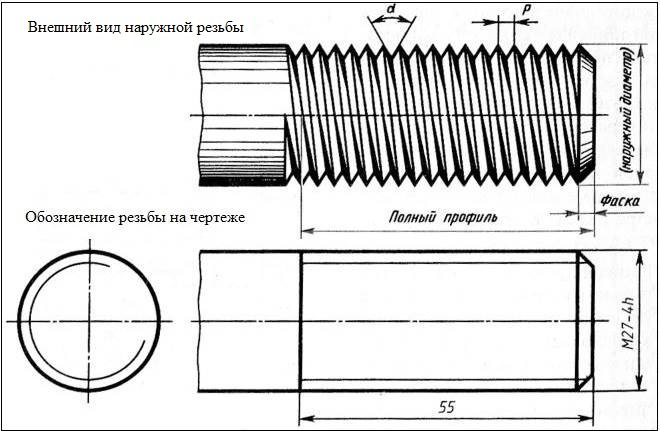
Примеры обозначения
наружной
резьбы (на стержне) (рис. 1.9).
М20 — 6g
(М— метрическая;
20 — наружный диаметр резьбы с крупным
шагом (2,5), не указанном в обозначении;
6 g— поле
допуска);
М20 х
1,5 — 6g
(M— метрическая;
20 — наружный диаметр резьбы; 1 — размер
мелкого шага; 6g— поле
допуска);
М20 х1,5
LH— 6g(все то же
самое, LH— резьба
левая).
Примеры обозначения
внутренней
резьбы (в отверстии):
М20 — 6H;
М20 х
1 — 6Н;
М20 х
1 LH
— 6Н(обозначение
резьбы расшифровывают как указано выше,
кроме обозначения поля допуска в
отверстии — 6Н).
При обозначении
многозаходной метрической резьбы
принято указывать величину хода и
обозначение шага: М20 х
3 (PI)— 6 g,
где 3 — ход,
Р —
обозначение шага.
Рис. 1.9. Пример
обозначения метрической резьбы на
стержне и в отверстии
В учебных чертежах
по дисциплине инженерная графика
допускается не указывать поле допуска.
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая (рис. 7), трубная коническая (рис. 8) и коническая дюймовая (рис. 9) резьбы представляют собой мелкие треугольные дюймовые крепежно-уплотняющие резьбы. Они приме няются в основном для соединения труб и арматуры трубопроводов. Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений.
Прямоугольная (и квадратная) резьба изготовляется на токарно-винторезных станках. Такой способ не позволяет получить высокую точность, и поэтому данная резьба применяется сравнительно редко и соответственно не стандартизована.
Размеры стандартной резьбы принимают по соответствующему ГОСТу в зависимости от наружного диаметра d резьбы.
Исследования прочности резьбы показывают, что осевая нагрузка распределяется между витками резьбы неравномерно, что объясняется не только невозможностью изготовления абсолютно точной резьбы, но и неблагоприятным сочетанием деформаций болта и ганки (болт растягивается, а гайка сжимается). Для упрощения расчетов резьбы на прочность условно принимают, что осевая нагрузка распределяется между витками резьбы равномерно. Расчет резьбы на прочность производят обычно как проверочный.
Из рис. 1 видно, что если на сопрягаемые резьбой детали (болт и гайку и пр.) действует осевая сила F, то витки резьбы каждой детали работают на срез, смятие и изгиб.
Резьбу крепежной детали рассчитывают только на срез и смятие, так как расчет ее на изгиб по формулам сопротивления материалов весьма условен.
При одинаковых материалах сопрягаемых резьбовых деталей расчет резьбы на прочность производят по охватываемой детали по формулам:
на срез
csmcsm
Коэффициент полноты резьбы для метрической резьбы болтов, винтов и шпилек (см. рис. 1) k=0,75; гаек k=0,88; трапецеидальной резьбы k=0,65.
Если охватывающая резьбовая деталь изготовлена иэ менее прочного материала, чем материал охватываемой резьбой детали, то расчет резьбы на срез следует выполнять для каждой из этих деталей. Условие прочности охватывающей детали на срез
Так как прочность резьбы стандартных крепежных деталей гарантирована ГОСТом, то расчет резьбы этих деталей на прочность не производят.
Конструктивные особенности, которые необходимо учитывать при выборе фрезера
Подошва
Опорная платформа фрезера, именуемая пользователями подошвой, является одним из важнейших конструкционных элементов инструмента, поэтому на ее качество следует обратить особое внимание. Подошва может быть выполнена либо из литого, либо из штампованного металла
Литая платформа, благодаря четкой геометрии и хорошему прилеганию к поверхности заготовки, гарантирует высокое качество работы. Неудивительно, что она считается признаком высокого класса инструмента.
Штампованная же подошва дешевле в производстве, поэтому ее обычно устанавливают на недорогие фрезеры бытового назначения.
Нижняя плоскость платформы, т. е. непосредственно сама подошва, в обязательном порядке закрывается специальной накладкой. Этот элемент изготавливается, как правило, из пластика. У большинства фрезеров пластиковая накладка делается съемной, что позволяет легко заменить ее при износе на новую.
При выборе фрезера следует обратить внимание не только на качество подошвы, но и на размер отверстия в ней – проем. Он ограничивает максимальный допустимый размер оснастки: установить фрезу большого диаметра на агрегат с маленьким проемом в опорной платформе вам попросту не удастся
Штанговый механизм
Голова фрезера перемещается по двум вертикально расположенным направляющим штангам. От того, насколько легко и плавно будет ее движение, во многом зависит удобство пользования инструментом и производительность работы. Наличие люфтов и перекосов, а также излишнее сопротивление перемещению узла в вертикальном направлении считается серьезным недостатком, поскольку затрудняет пользование фрезером.
Глубина погружения фрезы в обрабатываемый материал ограничивается вертикальным упором. Этот металлический стержень упирается в специальную площадку на платформе, не позволяя голове инструмента опуститься ниже. Выставляя глубину фрезерования, вы просто смещаете упорный стержень вверх или вниз. Сделать это можно с помощью специального винта.
У продвинутых агрегатов помимо этого имеется еще и регулировочный винт тонкой настройки глубины с микрометрической шкалой. Чем точнее регулировка и шире ее диапазон, тем более качественный и функциональный инструмент вы держите в своих руках.
Сделать несколько проходов с постепенным увеличением глубины обработки вплоть до заданной поможет многоступенчатый револьверный упор. По сути это специальная площадка на платформе с несколькими ступеньками разной высоты, в которые и упирается вертикальный стержень, ограничивающий глубину фрезерования. Иногда револьверный упор выполняется в виде нескольких вкрученных в платформу болтов; в этом случае высоту ступеней можно подкорректировать, вкручивая или выкручивая болты.
Узел крепления оснастки
Оснастка ручного фрезера закрепляется на шпинделе с помощью цангового патрона. Он представляет собой специальную гайку с размещенной внутри цангой, навинчиваемую на шпиндель и зажимающую хвостовик вставленной фрезы. Легкие фрезеры рассчитаны на фрезы с диаметром хвостовика 6–8 мм, мощные, как правило, оснащены цангами диаметром 10–12 мм. Последнее легко объяснимо: чем крупнее фреза, тем толще ее хвостовик и, одновременно, выше требования к силовым характеристикам инструмента.
Диаметр фрезы должен соответствовать диаметру цанги. Впрочем, в посадочное гнездо большего диаметра все же можно установить фрезу с более тонким хвостовиком. Для этого придется воспользоваться сменной цангой (или на крайний случай специальной переходной втулкой). Если даже она не входит в комплект инструмента, то ее всегда можно приобрести отдельно.
При подобной «подмене» фрезы следует внимательно следить, чтобы рекомендованная для нее частота вращения совпадала с параметрами инструмента, в противном случае тонкий хвостовик может не выдержать чрезмерной нагрузки.
Качественная цанга надежно фиксирует хвостовик строго по оси шпинделя, что исключает появление вибраций, негативно сказывающихся как на качестве обработки материала, так и на состоянии инструмента. Цанговые зажимы с большим числом зажимных лепестков предпочтительнее, так как они лучше центрируют фрезу.
Горячая сварка
Как склеить стыки линолеума методом горячей сварки? Понадобятся следующие инструменты:
- специальный паяльник. Он представляет собой сварочный аппарат с несколькими насадками;
- резак для подрезки линолеума в месте стыка;
- нож с защитной насадкой, предотвращающей возможность повреждения линолеума;
- сварочный шнур для заполнения шва.
Имея в своем арсенале качественное оборудование можно сделать красивый и аккуратный стык и без предварительного обучения.
Этапы работы, как склеивать стыки линолеума:
- склейку кусков проводят только после закрепления покрытия на поверхности пола, то есть оно не должно смещаться;
- на кромках смежных полотен прорезается V-образный паз;
- сварочный шнур заправляется в строительный фен;
- аппарат разогревает шнур горячим воздухом до 300-400◦, а также размягчает кромки линолеума. Аккуратно проводя им по поверхности, необходимо впаять шнур в прорезь.
- еще до застывания шва следует убрать лишнее с поверхности напольного полотна резаком.
В результате должно получиться эстетически привлекательное покрытие с почти незаметным швом. Цена строительного фена достаточно высокая, но его можно взять в аренду на несколько дней.
Метрические резьбы
Метрические резьбовые соединения каждого диаметра в интервале 1–600 мм могут изготавливаться с шагами нескольких размеров. Однако они должны быть не более 6 мм. Большие шаги имеются только в резьбе диаметром 1–68 мм. Они используются, когда необходимо соединить большие детали. Кроме того, предусмотрен ряд мелких шагов, которые делают при тонкостенных деталях и ограниченной длине скручивания для повышения прочности и самотормозящих свойств при вибрационных нагрузках. А также в случаях, когда необходимо получить малые осевые передвижения при значительных углах поворота (например, микрометрические винты устройств). Длина скручивания с мелким шагом непостоянна и колеблется от 0,3 до 2d. ГОСТ 8724-81 содержит все указания о наличии и преимущества метрической резьбы (табл).
Таблица «Размеры и шаги метрических резьб» приведена ниже.
| Диаметры, d, D, мм | Шаги, P, мм | ||||||||||
| 1-й ряд | 2-й ряд | 3-й ряд | большие | мелкие | |||||||
| 4 | 3 | 2 | 1,5 | 1,25 | 1 | 0,75 |
0,5 |
||||
|
— 12 — — 16 |
— — 14 — — |
11 — — 15 — |
(1,5) 1,75 2 — 2 |
— — — — — |
— — — — — |
— — — — — |
— 1,5 1,5 1,5 1,5 |
— 1,25 1,25 — — |
1 1 1 (1) 1 |
0,75 0,75 0,75 0,75 |
0,5 0,5 0,5 0,5 |
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Барбекю из кирпича своими руками: чертежи с размерами, порядовки, пошаговые инструкции
Основные виды и их отличия
Метрический профиль отличается от трубной нарезки формой резьбовых гребней и впадин.
- Основой метрической резьбы является треугольник с равными сторонами. Поэтому все угловые размеры одинаковые и составляют 60 градусов. Для трубных дюймовых профилей размеры углов равны 55 градусам.
- Метрическая измеряется в мм, трубная — в дюймах.
- При нарезке трубного профиля учитывается толщина стенок трубного сечения.
- Резьбы с метрическим профилем маркируются буквой «М», диапазон составляет от 1,0 мм до 600 мм
- Шаг витков метрической нарезки 0,075 – 3,5 мм. Минимальный шаг нарезки применяют в измерительных приборах, средний шаг профиля используется в деталях и узлах, эксплуатируемых в зоне повышенной вибрации.
Крупная метрическая нарезка участвует в создании несущих тяжеловесных конструкций.
Видео: Как мыть натяжные потолки
Каким должен нахлест?
Нарезка трубной резьбы
Для нарезки вручную применяют специальное приспособление — КЛУПП. Это цилиндрический корпус с двумя ручками ворота, внутри которого находятся регулируемые подвижные гребенчатые резцы, которые, постепенно выдвигаясь из корпуса, углубляют профиль до достижения полного профиля.
Нарезка резьбы своими руками
При отсутствии такого устройства можно нарезать резьбу простым воротом с зажатым в нем метчиком или плашкой. Плашка фиксируется в воротке тремя центрирующими болтами с коническими окончаниями, под которые на плашке предусмотрены выемки. Сначала проходят грубыми метчиками или плашками, постепенно меняя их на чистовые.
К тому же становится довольно сложно начать первую нитку без перекосов. Для нарезания больших диаметров и облегчения захода плашки на резьбу применяют резьбовую втулку.
Устройство представляет собой вкладыш, на внешней поверхности которого уже нарезана резьба. В месте окончания витков на вкладыше выполнен уступ, снижающий его диаметр до внутреннего диаметра трубы. Он вставляется во внутреннее отверстие трубы до начала резьбы и распирается там конусным распорным механизмом.
Плашка легко накручивается на витки вкладыша, прогоняется по ней и легко заходит на первую нитку резьбы, нарезаемой на трубе. Несколько ниток на вкладыше надежно удерживают плашку от перекоса.
Рельефная резьба
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d2 = D2 | внут-ренний d1 = D1 | ||||||
| 1/16″1/8″ | — | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″3/8″ | — | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2″3/4″ | 5/8″7/8″ | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1″1 1/4″1 1/2″2″ | 1 1/8″1 3/8″1 3/4″ | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2″3″3 1/2″ | 2 1/4″2 3/4″3 1/4″3 3/4″ | 65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4″5″6″ | 4 1/2″5 1/2″ | 113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. |
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Нюансы заливного пола с рисунком
Технология укладки пола с декоративным рисунком по большому счёту не отличается особой сложностью. Обрабатываем пол грунтовкой, ждём просыхания поверхности. Далее укладываем выравнивающее основание для нашего пола. После высыхания финишного слоя, укладываем декоративный рисунок.
Слои для декоративного пола с рисункомПервая важная задача этого этапа — найти рисунок нужного размера с требуемым разрешением (высокого качества), вторая — наклеить ткань без пузырей
На высохший слой базового полимера наносится тонкий слой прозрачного в 1 мм или около того, быстро прокатывается игольчатым валиком, чтобы не было пузырей.
Вот таким может быть ваш пол после проведения работ
Вся технология устройства 3D-пола продемонстрирована в видеоролике. После просмотра все неясности должны уйти окончательно.
Watch this video on YouTube
Предыдущая РемонтСильные и слабые стороны тканевых натяжных потолков: варианты и особенности монтажа своими руками
Следующая РемонтОтделка внутри деревянного дома: фото готовых проектов и рекомендации для мастеров
Типы резьбы
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме.
Есть еще один важный момент — т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок. Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра
Трубная резьба дюймовая
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг — расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля.
Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55°
Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.
Переходник от метрической резьбы к дюймовой
Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать.
Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы — ½ “
Схематическое изображение резьбы Эдисона
Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.