Сварочный аппарат постоянного тока своими руками
Содержание:
- О категориях и ценах
- Намотка трансформатора
- Утечка фреона
- Основные рекомендации
- Выбор вагонки для облицовки бани изнутри
- Общие сведения
- Кладка дымохода
- Какой сварочный аппарат лучше купить для дома
- Как выглядит схема инверторной сварки
- Как работает сварочный инвертор
- Принцип технологии индукционный нагрев
- Настройка инвертора
- Сборка силового блока
- Разновидности сварки
- Вам будет интересно
- Особенности работы инвертора
- Фото сварочного аппарата в домашних условиях
- Cхемы сварочных инверторов
- Типовая схема и принцип работы инвертора
- Сборка и укомплектовка
- Достоинства и недостатки индукционных нагревателей
- Любимый
- Заключение
- Заключение
О категориях и ценах
Все инверторные сварочные аппараты ручной дуговой сварки, работающие с плавящимися электродами, обозначаются MMA условно можно разделить на две большие группы:
- Бытовые — для периодического использования и несложных работ. Если вы не планируете масштабной стройки, аппарат вам нужен будет раз в два-три месяца, чтобы что-то починить, подварить и т.д., то рабочего ресурса агрегатов этой группы достаточно. Это самые дешевые из инверторных сварочников. Стоят они 3-5 тысяч рублей или около того, выпущены в Китае.
- Профессиональные — для ежедневной многочасовой работы. Это вариант для тех, кто будет использовать инвертор на производстве или планирует масштабное строительство: построить дачу или дом, сварить металлический забор и лестницы. Стоимость этих агрегатов порядка 300-400$.
Есть еще промежуточный класс — полупрофессиональные. По характеристикам и цене они находятся примерно посередине. Это хороший выбор для тех, кто любит что-то мастерить, а еще любит хороший инструмент. Все градации очень условны, но если вы скажете продавцу о том, какого класса хотите иметь аппарат, он вас поймет и предложит несколько вариантов.
Ассортимент даже в обычном строительном магазине может поставить в тупик, а в специализированном….
Есть еще универсальные или комбинированные сварочные инверторы. Они могут варить в нескольких режимах, один из которых обычно — ручная электродуговая сварка. Эти агрегаты относятся к классу профессиональных, удобны своей универсальностью — некоторые могут работать и как резак, а также варить в среде инертных газов, что позволяет без проблем сваривать тонкий металл и нержавейку. Это оборудование пригодится, если у вас есть еще и машина — сможете делать ремонт самостоятельно, а также варить всякую «мелочь» по хозяйству.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Утечка фреона
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Выбор вагонки для облицовки бани изнутри
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Кладка дымохода
Принципиальной разницы между кладкой массива печи и дымоходов нет. Она ведется на глинопесчаном растворе с использованием тех же инструментов – печного молотка-кирочки, кельмы и строительного отвеса. Однако такие элементы, как распушка и выдра выкладываются с использованием большого количества частей кирпича размером в 1/8, 1/4, 1/2 и 3/4 от целого.
Чтобы избежать колки и тески, которые сопровождаются облаками кирпичной пыли и редко когда дают желаемый результат, стоит использовать «болгарку» с алмазным кругом для керамики. Это гарантирует точность работы, избавляет от утомительного труда и массы бесполезного кирпичного боя.
Раствор
Для кладки до уровня кровли используется смесь песка и глины, поскольку она имеет сходный с кирпичом коэффициент линейного расширения, что является определенной гарантией от появления трещин.
Чистая глина, используемая в качестве связующего, может быть как жирной, так и тощей. В некоторых местах попадаются месторождения, где пропорциональное отношение количества глины к песку оптимальное от природы: один к трем или четырем.
При увеличении объемной части глины раствор после высыхания трескается, а при уменьшении – крошится. Для определения оптимальности соотношения объемных частей надо готовый раствор размять в пальцах. Он не должен быть ни ощутимо скользким, ни шершавым, как наждачная бумага.
Выкопанная глина замачивается в железной емкости на 3–4 дня. В итоге должна получиться однородная глиняная пульпа без камней, по консистенции схожая с жидкой сметаной.
Песок, взятый в пойме ручьев и рек, очень мелкий, пылевидный. Для кладки он не подходит. Лучше использовать тот, что состоит из зерен по 0,8–1 мм. На ощупь он грубый.
Глина и песок смешиваются объемными частями в соотношении один к трем или четырем. Вода добавляется постепенно, малыми порциями. Готовый раствор должен оставлять на кельме следы (но не липнуть к ней) и не стекать с неё.
Чтобы избежать ошибок в пропорциях, лучше купить готовую сухую глинопесчаную кладочную смесь
Обратите внимание, что имеющая маркировку «огнеупорная» для кладки непригодна
Кирпич
Используется полнотелый обожженный кирпич красного цвета.
Его грани должны быть ровными, без трещин, а звук, издаваемый при легком ударе по нему печным молотком, – звонким.
Стандартный размер, используемый для кладки, – длина 250, ширина 125 и высота 75 мм.
Кладка внутреннего дымохода
Его начинают сразу после того, как установлена заслонка и завершена перекрыша печи. Приемы кладки те же – нанесение слоя раствора, укладка кирпича, его «утрясание» рукой и легкое постукивание кирочкой. Вертикальность и горизонтальность проверяют после укладки каждого ряда. Заканчивают его за четыре высоты кирпича до потолочного перекрытия.
Кладка распушки
Расширение толщины стенок дымохода выполняется для соблюдения требования нахождения сгораемых конструкций на расстоянии 250 мм «от дыма». Обычная толщина стенок дымохода 125 мм. Для её увеличения вдвое требуется сложить четыре ряда, каждый из которых сдвигается наружу на 1/8 ширины кирпича относительно нижнего – как раз та величина, которая позволяет кирпичу лежать не перекидываясь. Принцип кладки для всех трех типоразмеров один и тот же:
- Внутренняя поверхность (к дыму) первого ряда выкладывается частями в 1/8. Промежутки между внешними кирпичами заполняются частями в 1/4.
- Во втором ряду части увеличиваются, соответственно, до 1/4 и 1/2.
- На третьем ряду используются 1/2 и 3/4 части.
- Внешний пояс четвертого ряда распушки выкладывается целыми кирпичами.
Дойдя до потолка, ее кладут, соблюдая перевязку швов, еще на два или три ряда выше. Между потолочным перекрытием и нею оставляют зазор в 2–3 см, чтобы исключить давление конструкции на кладку. Он закрывается минераловатными плитами. Кладка до кровли проводится обычным порядком – с перевязкой вертикальных швов и контролем вертикальности.
Кладка выдры
Ее начинают после того, как край кирпича дымохода поднялся над кровлей. Она ведется снаружи, с соблюдением всех мер безопасности при работе на высоте. Можно использовать цементный раствор. Начинают ее с того края, который ниже по скату. Отступ от дыма на каждом ряду равен 1/8 ширины кирпича. Всего в выдре должно быть шесть рядов. После нее кладут шейку – обычное продолжение дымохода. Щели между кровлей и дымоходом закрывают «воротником» из листовой кровельной стали.
Кладка оголовка
Это дефлектор дымохода, исключающий забивание дыма в трубу при воздушных завихрениях.
Его выкладывают за два ряда, сдвигая первый от дыма на 1/8 кирпича, а второй – на 1/2.
За его выступы можно зацепить кляммеры металлического колпака, предотвращающего попадание осадков в трубу.
Какой сварочный аппарат лучше купить для дома
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
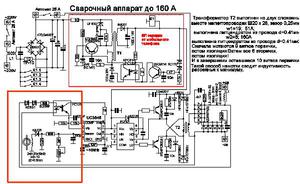
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли
Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Как работает сварочный инвертор
Внутри инвертора происходит выпрямление входного напряжения. Затем преобразованное напряжение с помощью транзисторных ключей трансформируется в переменный ток высокой частоты. Далее происходит выпрямление переменного тока в постоянный.
Рисунок 2 — Схематическое устройство инвертора
Установка ключевых транзисторов высокой мощности и диодного моста сокращает габариты трансформатора. На выходе получается высокочастотный ток 30–90 кГц. Диодный выпрямитель дает на выходе постоянное напряжение. Оно преобразуется в постоянный ток фильтром из нескольких конденсаторов большой емкости, что необходимо для сглаживания пульсации.
Диодный мост и фильтр представляют блок питания инвертора. На входе стоят ключевые транзисторы, обеспечивающие питание импульсного трансформатора. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
Схема считается простой и доступной для самостоятельной реализации.
Принцип технологии индукционный нагрев
Принцип технологии индукционного нагрева достаточно прост с физической точки зрения. Образованная из проводника тока катушка генерирует высокочастотное магнитное поле. В свою очередь, металлический объект, помещённый во внутреннюю область катушки, индуцирует вихревые токи. В результате объект сильно нагревается.
Параллельно с катушкой индуктивности, как правило, включается резонансная ёмкость. Предпринимается такой шаг для компенсации индуктивного характера катушки. Резонансная цепь, созданная элементами катушка-конденсатор, возбуждается на собственной резонансной частоте. Значение тока возбуждения существенно меньше, чем значение тока, протекающего через катушку индуктивности.
Настройка инвертора
Настройку преобразователя будем проводить в диапазоне 20-85кГц:
- Даем нагрузку на обмотку понижающего трансформатора.
- Сравниваем вид сигнала с правильным рисунком
Разъяснения:
Ступенька смены полярности должна быть не меньше 1,2мкс.
Важно настраивать аппарат под нагрузкой для получения максимальных параметров собранного оборудования.
К выходам подключаем примерное сопротивление в 0,14Ом.
Дальше подключаем генератор, к диодному мосту рассчитывая фазы.
Питание должно быть 12-25В во вторичную обмотку силового трансформатора подключаем лампочку.
Регулируя частоту, добиваемся наиболее яркого горения дуги.
В случае поломки транзистора или диода придется производить замену сгоревшей детали.
Настройку провести заново.
Если выходные параметры не соответствуют требуемым, возможно причина в неправильной или некачественной обмотке трансформатора. Не соблюдены зазоры между обмоткой или плохая подкладка между слоями.
Напряжение на выходе стабилизаторов должно быть +15В и -15В.
На резисторе перед драйвером подключаем потенциометр регулятора тока на минимум.
Имитируем увеличение тока. На выходе, напряжение повышается до 5В. ШИМ-сигнал выдает частоту 30кГЦ.
При повышении тока, напряжение повышается, а сигнал частоты становится меньше. В конце. настройку проводить с инвертором. Настраиваем максимальный ток, затем с помощью потенциометра устанавливаем частоту ШИМ-сигнала равной 30кГц.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Разновидности сварки
В различных отраслях требуется совмещение разных сортов металла. Соединить их вместе можно несколькими способами. Для одних подойдёт любой, другие не поддадутся свариванию без применения особой методики.
Ручной дуговой способ
Способ появился раньше других и является основным методом соединения металлов. Его используют как на крупных производствах, так и в частных мастерских. В основе лежит возникновение между металлом и электродом электрической дуги, расплавляющей поверхность. Метод применим и на свежем воздухе, и в закрытом помещении.
Этот способ имеет и другие преимущества:
- Отличается дешевизной.
- Не требует очистки от ржавчины и грязи.
- Пригоден для работы с металлом большой толщины.
- Не требует дополнительного оснащения.
Однако такой метод освоить довольно непросто. Есть у него и другие недостатки:
- Ограничение по минимальной толщине составляет 1,2 миллиметра. Более тонкий металл прожигается.
- Большой расход электродов.
- Требуется отбивать шлак со шва.
- Следы сварки в виде брызг остаются на поверхности.
Метод работы в газовой среде
Этот способ полуавтоматической сварки в специальной литературе обозначают аббревиатурой MIG. Вместо электродов используется проволока, которая подаётся с катушки в определённом темпе на место сварки, находящееся под защитой аргона или углекислого газа. В точке соединения практически не образуется шлак. Работать можно с различным по толщине металлом.
Метод несложен в освоении и может быть использован для соединения как тонких, так и толстых металлических листов. Кроме того, сваривать можно алюминий и нержавейку толщиной от 0,6 миллиметра. Метод быстро осваивается и широко применяется в разных отраслях промышленности.
Отдельный способ сварки при помощи специальной порошковой проволоки никакой защиты не требует.
Электросварка вольфрамовыми электродами
Этот метод требует присутствия инертного газа и обозначается как TIG. В таком случае происходит образование от нерасходуемого вольфрамового спецэлектрода к поверхности металла. При этом образуется плазменный столб. Для заполнения шва используется специальный металл. Этот метод еще называют плазменным.
Можно производить сварку и без наполнителя. Это способ аргонной сварки.
С помощью этого способа можно сваривать всевозможные стальные, медные, алюминиевые, магниевые и медные сплавы.
Кроме того что это самый медленный метод сваривания, он также наиболее сложный в обучении.
Вам будет интересно
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
 Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Фото сварочного аппарата в домашних условиях


























Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно.
Схема китайского инвертора
Типовая схема и принцип работы инвертора
В этом и заключается основная роль трансформатора T3. Читать далее. Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт — LMA. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX.
Проверка работоспособности После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп.
Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь.
При этом принцип функционирования последнего является неизменным.
Трансформатор понижает ток до уровня напряжения, равного В.
Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Сопротивление резистора — 47 ом. Показатель напряжения холостого хода 62 В.
ДВА в ОДНОМ. СВАРКА + ИНДУКЦИОННАЯ ПЕЧЬ. Краткий обзор. Сварочный аппарат — нагреватель 2 в 1
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Достоинства и недостатки индукционных нагревателей
К достоинствам индукционных электронагревателей относятся следующие эксплуатационные характеристики и свойства:
Индукционный нагреватель своими руками
- Вихревые токи генерируют не только тепло, но и вибрацию. Поэтому на стенках нагревательного элемента не оседает накипь. Следовательно, индукционные котлы не нуждаются в чистке.
- Нагревательный элемент у такого котла – это обычная труба, разогреваемая вихревыми токами. И при постоянной циркуляции теплоносителя по требе она не может перегореть физически, в отличие от нагревательной спирали традиционного ТЭНа. То есть, о замене или ремонте нагревательного элемента можно даже не задумываться.
- Даже самодельный вихревой теплогенератор герметичен изначально. Ведь разогрев теплоносителя осуществляется внутри цельнометаллического нагревательного элемента. Причем энергия передается нагревателю дистанционно – посредством электромагнитного поля. Поэтому, ввиду отсутствия разъемных соединений, протечек в индукционных котлах не может быть в принципе.
- Котел не шумит, хотя нагревательный элемент может вибрировать. Но частота этой вибрации далека от диапазона звуковых волн. Поэтому индукционный нагреватель работает беззвучно.
- Вся конструкция собирается из дешевых, легкодоступных деталей. Поэтому индукционный нагреватель дешев просто до неприличия.
Словом, такая схема нагрева теплоносителя надежна, долговечна и очень эффективна. Причем при использовании индукционного котла можно отказаться даже от циркуляционного насоса – теплоноситель «пойдет» по трубам под влиянием тепловой конвекции, разогреваясь на старте практически до парообразного состояния.
А в перечень недостатков индукционных нагревателей следует включить такие факты:
- Во-первых, переменно электромагнитное поле разогревает не только нагревательный элемент, но и все окружающее пространство, в том числе и ткани тела человека. Поэтому от такого устройства нужно держаться подальше.
- Во-вторых, нагревательный прибор работает на электричестве. А это не самый дешевый источник энергии.
- В-третьих, прибор очень эффективен, а теплоотдача нагревателя просто колоссальна, поэтому риск детонации котла от перегрева теплоносителя есть всегда. Впрочем, этот дефект устраняет обычный датчик давления.
Однако, если вы готовы мириться с недостатками, то это отопительный прибор был создан специально для вас. И ниже по тексту мы предложим вам схему самостоятельной сборки такого котла.











