Пайка полипропиленовых труб, таблица температур пайки в зависимости от иных показателей
Содержание:
- Содержание
- Цветочный декор забора
- Что можно сделать из шуруповерта: электровелосипед, лодочный мотор, самоделки своими руками из старого двигателя
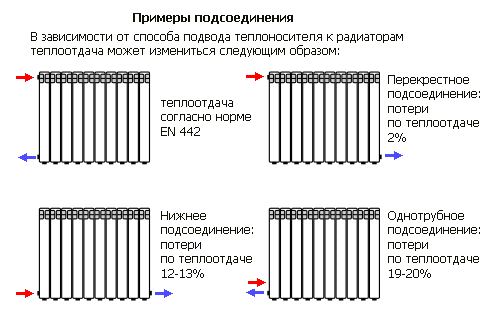
- Руководство по монтажу отопления
- Оборудование и инструменты для сварки полипропиленовых труб
- Альтернатива сварке
- Нюансы при пайке труб полипропилена
- Инструкции нагрева, значение времени воздействия
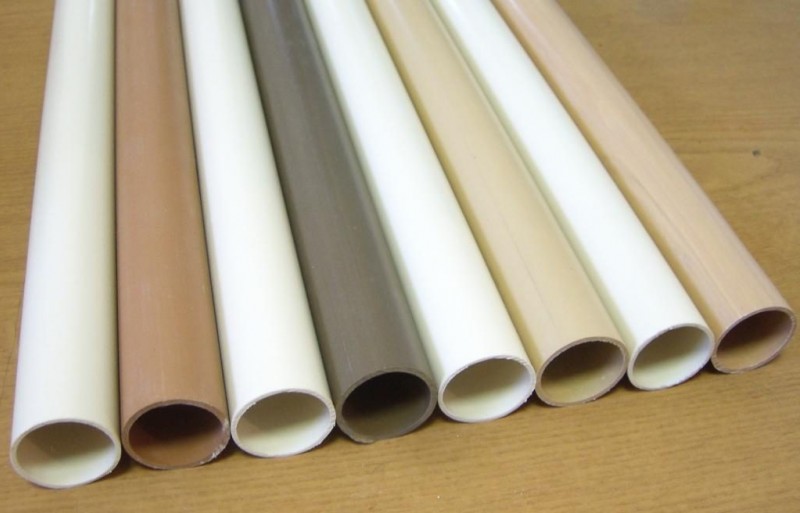
- Краткая характеристика материала
- Виды инструмента
- Как проводится пайка полипропиленовых труб
- Выкройки прихваток в натуральную величину
- Последовательность работ и некоторые тонкости процесса сварки
- Браширование древесины своими руками: как искусственно состарить дерево
- Этапы работ процесс сварки
Содержание
Цветочный декор забора
Это универсальный способ озеленения садового участка. Вьющиеся цветы помогают решить ряд следующих дизайнерских задач:
- Маскировочная. Они способны скрыть невзрачные элементы экстерьера и значительно преобразить неприглядные стороны сооружений.
- Декоративная. Вьюнки служат красивым украшением ограждений, построек, арок и пергол.
- Укрывная. Растения быстро разрастаются по забору, что позволяет не только надежно оберегать участок от внешней пыли и нейтрализовать шум, но и создавать тень и прохладу.
- Иллюзия масштаба. Вьющиеся цветы зрительно увеличивают площадь участка.
Что можно сделать из шуруповерта: электровелосипед, лодочный мотор, самоделки своими руками из старого двигателя
Руководство по монтажу отопления
Технология пайки полипропиленовых труб
Предварительно подготовьте схему разводки системы, монтажа батарей, подключения котла. В дальнейшем вы будете выполнять все необходимые работы в соответствии с этой схемой.
Непосредственно работа по монтажу труб выполняется в несколько простых шагов.
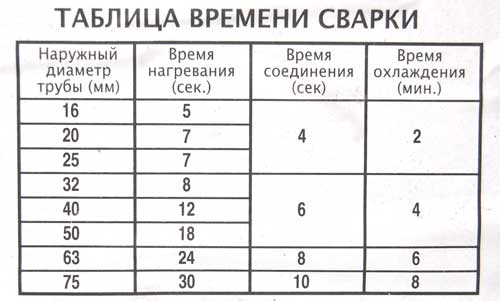
Таблица времени сварки полипропиленовых труб

Аппарат для пайки пластиковых труб
Второй шаг
Высчитайте длину отрезков полипропиленовых труб на каждом участке системы отопления. Установите подходящий вид фитинга.

Третий шаг
Определите необходимое время сварки соединений. Оно зависит от диаметра применяемых труб и уточняется в соответствующей справочной литературе. Предварительно занесите все элементы отопительной системы в помещение и дайте им нагреться до комнатной температуры.
Четвертый шаг
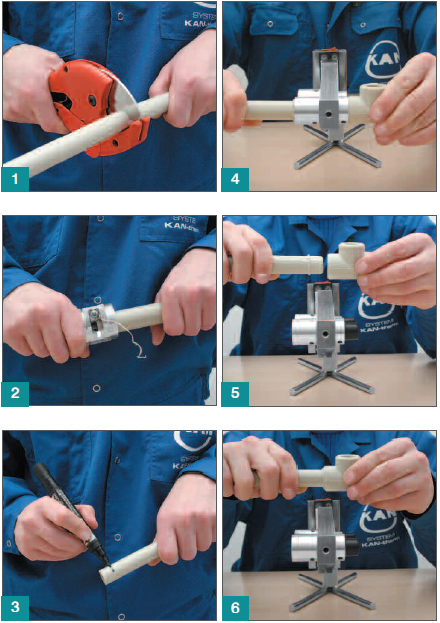
В соответствии с расчетными данными нанесите места резки труб при помощи маркера.
Сделайте срез при помощи специальных ножниц. Режьте перпендикулярно по отношению к поверхности.

Ножницы для резки полипропиленовых труб

Протрите срезы раствором спирта, удалите присутствующую грязь при помощи сухой тряпки.

Седьмой шаг
Возьмите насадку для паяльного аппарата, соответствующую диаметру сечения труб, обезжирьте ее, а затем установите горизонтально и дайте нагреться до 265 градусов.

Поместите трубу и фитинг в отверстия нагревателя, по таблице подберите необходимое время нагревания и выполните непосредственный нагрев соединяемых элементов. После этого аккуратно выньте изделия, вставьте трубу в фитинг и выдержите в течение требуемого времени. Соединяемые элементы лучше не трогать до их полного остывания.

По аналогичной схеме спаяйте все трубы отопительной системы, ориентируясь на имеющиеся у вас чертежи. Подключение труб к отопительному прибору и радиаторам также выполняйте по чертежам.
Чтобы в дальнейшем трубы не провисали, обеспечьте их частое крепление к поверхности с помощью клипс. Для системы из полипропилена оптимальной температурой теплоносителя является показатель в 60 градусов.
Придерживайтесь полученных рекомендаций, и ваше отопление из пропилена будет безукоризненно служить долгие годы.
Оборудование и инструменты для сварки полипропиленовых труб
Монтаж полипропиленовых труб на сварке обеспечивает максимальную надежность и герметичность узлов соединения при условии качественного выполнения работ и соблюдения технологического регламента.
Так как соединенные при помощи сварки детали трубопровода невозможно переварить заново, аккуратности работ следует уделить должное внимание, используя для их выполнения специальное оборудование и инструменты. Набор инструментов, используемый для сварки полипропиленовых труб, следующий:. Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
- паяльник, называемый также аппаратом для сварки;
- набор насадок различного типоразмера для сварки (каждая насадка состоит из дорна для нагрева фитинга и гильзы для нагрева участка трубы);
- специальные ножницы для разрезания труб на участки нужного размера;
- торцеватель для обработки краев труб перед сваркой (служит для удаления алюминиевой фольги с торцов);
Кроме этого оборудования для выполнения сварки необходимо иметь под рукой рулетку, штангенциркуль и спиртовой маркер. Наличие полного перечня инструментов позволит избежать лишней суеты при возникновении необходимости определения размеров по месту и выполнить работу максимально качественно.
Основным элементом оборудования является аппарат для сварки полипропиленовых труб (или паяльник) с набором насадок. Аппарат представляет собой нагревательное устройство, сходное по принципу работы с обычным утюгом. Для автоматического поддержания заданных параметров температуры паяльник оборудован терморегулятором.
Поверхность нагрева паяльника имеет отверстия для присоединения насадок различного диаметра (стандартные типоразмеры насадок, входящих в сварочный комплект: 20, 25, 32, 40 мм). Для удобства работы с трубами различного диаметра в большинстве аппаратов для сварки полипропиленовых труб имеется возможность подключения сразу нескольких типов насадок.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.
После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:
- Армированные внутренней алюминиевой оболочкой полипропиленовые трубы требуют чуть большего времени нагрева, которое можно определить экспериментальным путем, проводя опыты по стыковке коротких обрезков.
- ПП трубы, армированные алюминием, расположенным под тонкой наружной оболочкой полипропилена требуют подготовки к пайке, необходимо снять этот алюминиевый слой на глубину соединения с фитингом, чтобы фольга не мешала при пайке. Для этого используют специальное приспособление для зачистки – шейвер, выпускаемый в нескольких вариантах: ручной и под дрель. Если приходится заниматься монтажом армированных алюминием ПП труб в больших объемах, лучше приобрести насадку для дрели (шуруповерта) – снятие алюминиевого слоя при ее использовании происходит быстрее и с более высоким качеством, чем у перфораторной модели.
- Если алюминиевая армировка расположена посередине между внутренней и наружной трубными стенками, обычно опытные сварщики трубу не зачищают. Но, если опыта не достаточно, то рекомендуется использовать зачистки для внутренней армировки – торцеватели. Их конструкция отличается от шейверов, упомянутых выше, наличием ножа, вырезающего фольгу изнутри с торцевой части трубы.
Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб
- Не очищают трубную оболочку стыкуемых деталей от грязи – данная ошибка приводит к плохой диффузии полипропилена и дальнейшей разгерметизации соединения.
- Не выдерживают угол среза в 90 градусов. Ошибка приводит к тому, что при вставке трубных отрезков в нагревательные насадки они не до конца погружаются и при монтаже между их торцами образуется слишком большой зазор – это ослабляет соединение и приводит к накоплению грязи в образовавшейся канавке.
- Стыкуют трубы в муфте слишком плотно или недостаточно глубоко, в первом случае образуется внутренний вал на стыке, снижающий диаметр проходного канала. Если трубы в муфте размещены друг от друга на слишком большом расстоянии, образуется внутренняя канавка и ухудшаются прочностные характеристики соединения.
- Не соблюдают прямой угол при стыковке деталей. При отсутствии контрольного инструмента выдержать прямой угол, точнее соосность соединения, довольно сложно начинающему монтажнику, перекосы вредно сказываются на качестве стыков и затрудняют монтаж длинных участков в заранее вырезанные прямые штробы.
- Недогревают или перегревают детали. В первом случае диффузия будет недостаточна, соединение в дальнейшем расслоится и появится течь, при перегреве трубных оболочек внутри появится сужающее проходное отверстие наплавление.
- Вращают или корректируют положение деталей в процессе сваривания. Данное нарушение технологии приводит к дальнейшей разгерметизации соединения.
- Не соблюдают временные интервалы при пайке, стыковке. Отклонения от рекомендованных табличных значений приводят к дефектам в виде перегрева или недогрева трубных оболочек, их расслоению и соответственно к некачественному соединению деталей.
Рис. 14 Как не нужно сваривать полипропиленовые трубы
Инструкции нагрева, значение времени воздействия
Решая вопрос с параметрами нагрева соединяемых полипропиленовых труб, необходимо обращать внимание на диаметры деталей, которые можно узнать из соответствующей таблицы. Причем в зависимости от того, какие размеры имеет полипропиленовая труба, необходимо менять продолжительность нагрева, оставляя неизменной заранее выбранную температуру на нагревательном элементе
Чтобы обеспечить высокую надежность муфтового стыка, необходимо соблюдать следующие критерии:
- продолжительность нагрева;
- время, в течение которого должен быть зафиксирован стык;
- продолжительность паузы, по истечении которой допускается продолжить операцию по сварке соединяемых элементов.
Факторы, способные повлиять на качество работ
 Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
В тех случаях, когда сварка выполняется в условиях отрицательных температур, желательно использовать теплый материал, для чего его перед проведением работ следует подержать в теплом помещении в течение некоторого времени.
Перед проведением работ сварочный агрегат необходимо прогреть до температуры 283 градусов Цельсия, причем точный режим определяется с учетом температуры окружающей среды. Действуя подобным образом, можно предотвратить возникновение значительных потерь тепла в момент, когда соединяемый элемент будет доставляться от аппарата к участку, где должно быть выполнено соединение. Для определения оптимальной величины нагрева и его продолжительности проводят предварительный нагрев, каждый раз корректируя указанные показатели на одну — две секунды.
Краткая характеристика материала
Виды инструмента
Инструмент для монтажа полипропиленовых труб можно условно разделить на:
- сварочные аппараты;
- клеевые пистолеты;
- труборезы;
- зачистки.
Сварочные аппараты
Сварочные аппараты бывают двух видов:
- Механический аппарат. Применяется, если необходимо соединить трубы большого диаметра или требуется большое усилие для совмещения стыков. Устройство:
- опорная рама;
- приборный блок;
- гидравлический привод.
Захваты из полуколец располагаются слева и справа. Между ними, для распределения давления и осуществления центровки, устанавливают вкладыши, внутренний диаметр которых соответствует наружному диаметру свариваемых труб.
Сварочный аппарат механический
- Ручной аппарат для сварки. Служит для сварки труб небольшого диаметра до 125 мм. Устройство:
- терморегулятор;
- плита нагрева с отверстиями, в которые устанавливаются насадки с антипригарным покрытием;
- комплект насадок для установки свариваемых элементов (попарно), тефлоновое покрытие не позволяет полипропилену прилипать к разогретой насадке.
Соединение с помощью ручного аппарата
Клеевые пистолеты
Применение пистолета упрощает работы по монтажу. Раструбное соединение с использованием муфт соединительных или других элементов можно производить, применяя клей для полипропиленовых труб. Преимущества термоклеевого пистолета:
- быстрота схватывания – от 1 до 3 минут;
-
надежность шва практически не уступает другим видам соединений.
Поверхности, подлежащие склеиванию, должны быть очищены от загрязнений и обезжирены.
Труборезы
Виды труборезов:
Ножницы прецизионные с трещоточным механизмом (для труб до 42 мм диаметром) обладают лезвием из стали с зубчатой рейкой.
Ножницы для полипропиленовых труб
Труборез роликовый с храповым механизмом. Труба вкладывается в с-образную выемку и при смыкании рукоятей отсекается лезвием, расположенным напротив. Резка должна проводиться строго под углом в 90о. Отклонение в процессе резки приводит к деформации линии реза или даже к поломке ножниц.
Труборез для полипропиленовых труб роликовый
- Труборез аккумуляторный с небольшим электромотором, обеспечивающим большую скорость резки.
- Труборез гильотинный, который служит для порезки труб большого диаметра.
При отсутствии трубореза можно воспользоваться обычной ножовкой по металлу или по дереву, но тогда торцы необходимо тщательно зачистить от заусенцев. Также при резке нельзя допускать деформации трубы.
Зачистки
Для систем горячего водоснабжения и отопления рекомендуется применять армированные полипропиленовые трубы. Трубы, армированные стекловолокном, в зачистке не нуждаются, так как сетка находится между слоев полипропилена, воды не боится и с фитингом не контактирует. Алюминиевая фольга, используемая для армирования, должна быть удалена из места стыка до сварки. Алюминий при контакте с водой может вызвать электрохимические процессы, что приведет к разрушению армирующей пленки. В случае внешнего армирования алюминий помешает процессу сварки полипропиленовых элементов. Поэтому трубы, армированные алюминиевой фольгой, нуждаются в зачистке. Виды инструментов для зачистки:
- ручные – со съемными, несъемными рукоятками или рифлением;
- насадки для дрели.
Ручные зачистки и насадка на дрель
При небольших объемах работ по зачистке и отсутствию опыта лучше воспользоваться ручным инструментом.
- Для наружного слоя применяют муфты с ножами изнутри (материал – сталь инструментальная), так называемые шейверы. Диаметр инструмента подбирается под диаметр зачищаемой трубы. Часто используются двусторонние муфты, позволяющие выполнять работу с трубами двух различных диаметров.
Шейвер для полипропиленовых труб
- Для внутреннего слоя используют торцеватели. Ножи расположены с внутреннего торца. Нужно просто вставить трубу в инструмент, несколько раз провернуть и можно производить сварку.
Торцеватель для полипропиленовых труб
Удалять внутренний слой быстрее, ведь требуется снятие около 2 мм фольги. При снятии наружного слоя необходимо снимать около 2 см.
Насадка на дрель
Насадки на дрель отличаются от ручных зачисток стальным стержнем для установки в дрель, шуруповерт или перфоратор. Служат для удаления как внешнего, так и внутреннего армирующего слоя (расположение ножей определяет вид удаляемого слоя).
Как проводится пайка полипропиленовых труб
Инструкция по пайке любых полипропиленовых труб посредством термического воздействия на изделия предполагает соблюдение стандартизированных либо рекомендуемых производителем временных промежутков. Они распространяются на разогрев и формирование узлового соединения между элементами магистрали. Сам процесс осуществляется по-разному в зависимости от используемого оборудования и размеров элементов трубопровода.
Общие технологические приемы сварки полипропиленовых труб
Как правильно паять полипропиленовые трубы большого диаметра? Процесс стыковой сварки включает два шага. Заготовки предварительно устанавливаются и фиксируются на оборудовании в заданном положении. Кромки сразу обеих частей подвергают обработке торцевателем (специальный вращающийся диск). Далее его заменяют нагревательным плоским элементом. После его устранения спустя определенное технологией время заготовки с расплавленными кромками прижимают друг к другу для осуществления процесса полифузии.
Муфтовая технология сварки требует внимания относительно времени на расплавление стенок и сжатие элементов.
Ниже представлена таблица температур пайки для тонкостенных полипропиленовых труб, на которую стоит опираться особенно начинающему мастеру.
|
Характеристика значения |
Наружный диаметр (мм) | ||||||
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Участок термической обработки (мм) | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Таймер расплавления (сек) | 5 | 7 | 8 | 12 | 18 | 24 | |
| Таймер корректировки узла (сек) | 4 | 6 | 8 | ||||
| Таймер фиксации соединения (сек) | 6 | 10 | 20 | 30 | |||
| Таймер полимеризации (сек) | 120 | 240 | 360 |
Формирование стыка происходит посредством внутренней стенки фитинга и наружной у трубы. Участки подвергают термическому воздействию посредством специальных насадок на паяльное оборудование, разогретого до температуры +260℃. Далее заготовки вставляют друг в дружку и удерживают фиксацию в течение минимально необходимого времени.
Особенности работы с трубами, имеющими алюминиевое армирование
Полипропилен обладает свойством теплого расширения, что ограничивает использование материала в условиях с высокой температурой, перепадов ее показателей. Недостаток исправлен путем армирования труб алюминием либо стекловолокном. В случае с первым затруднения во время пайки и эксплуатации магистралей не возникают.
Металлическое армирование может быть установлено с внутренней стороны изделий либо под внешней оболочкой. Наружный слой с алюминиевой фольгой перед пайкой подлежит устранению. Причин тому три:
- требуется дополнительный нагрев;
- металлопластиковые заготовки имеют больший наружный диаметр, чем без армирования или со стекловолокном;
- алюминий с полимером в процессе сварки образуют слабое соединение.
Для проведения работы используется шейвер — дюралюминиевый полый цилиндр с расположенными внутри стальными лезвиями. Дополнительно для удобства пользования может быть вставлена съемная рукоятка в виде стержня. Здесь заранее предусмотрено ограничение по толщине среза и глубине обрабатываемого участка, поэтому отслеживать параметры нет необходимости.
Внутреннюю зачистку проводят, чтобы исключить прямой контакт алюминия с транспортируемой жидкостью. Это может привести к активации электрохимических процессов, разрушению армирующей фольги, расслоению трубы, разгерметизации контактного узла. Здесь используют для подготовки заготовок к сварке торцеватели. Это приспособление схоже по строению с шейвером, только лезвия здесь расположены на внутреннем торце.
Выкройки прихваток в натуральную величину
Стоит только захотеть что-нибудь сделать и все у вас получится. Выкройки прихваток для кухни в натуральную величину можно не распечатывая из интернета сделать самой.
Для этого необходимо обвести свою руку на бумаге с учетом припуска в 3-4 см. Они необходимы для того, чтобы убрать по сантиметру в швы, а оставшиеся 2-3 см обеспечат комфортное вхождение рука в прихватку-варежку.
И кто знает: вдруг это невинное занятие рукоделием станет делом всей ее жизни. Многие известные дизайнеры начинали с таких простых по изготовлению вещей, а увлекшись творчеством стали серьезно изучать прикладное искусство, совершенствуя свое умение.
Последовательность работ и некоторые тонкости процесса сварки
Чтобы готовый трубопровод отвечал выдвигаемым ему требованиям, следует строго придерживаться последовательности его монтажа.
Процесс сборки системы состоит из следующих шагов:
Пластиковые трубы нужно сначала тщательно осмотреть на наличие любых дефектов поверхности, трещин или слабых мест. Это нужно сделать до начала монтажа
Важно убедиться в надежности труб, особенно если из них будет собрана скрытая отопительная система. По маркировке определяют значения температуры нагрева труб.
На рабочей поверхности нужно нанести разметку, определив, в каких местах будут крепиться ветки разводки трубопровода
Теперь же выявляют слабые места собираемой системы, в частности, участки пересечения стен с перекрытиями, а также определяются с методом врезки в существующие коммуникации. Для удобства работы, зачастую, сваривают несколько отдельных фрагментов, соединяя их потом воедино.
Инструментарий подготавливают к работе. Лезвие резака для труб затачивают так, чтобы при резке получался прямой перпендикулярный торец.
Насадки паяльного оборудования очищают от остатков расплавленной пластмассы и грязи. Сделать это можно после предварительного нагрева оборудования с помощью тряпки из х/б ткани или деревянной щепки. Изучив инструкцию производителя оборудования можно определить, как правильно производить сварку, какую температуру оптимально выставлять и в течении какого времени прогревать трубы и прочие структурные элементы.
Установленные на паяльник насадки прогревают до нужной температуры, пока пластик не начнет размягчаться и плавиться. При этом внутренняя сторона фитинга и внешняя поверхность трубы склеиваются, за счет чего и происходит сварка. Чтобы правильно провести сваривание, температура нагрева должна подбираться, исходя из сечения фитинга и трубы.

Таким способом производится сваривание встык, причем стыковочные швы получаются крепкими и герметичными.
Автоматизированный стационарный сварочный аппарат состоит из таких деталей:
- опорный каркас для установки всех прочих элементов конструкции;
- пила, выполняющая нарезку труб нужной длины;
- автоматизированные держатели для труб;
- фиксирующие трубы самовыравнивающиеся вкладыши;
- нагреватель;
- терморегулятор.
Браширование древесины своими руками: как искусственно состарить дерево
Этапы работ процесс сварки
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.
Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.
Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Подготовка сварочного аппарата
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.
Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
Из чего состоит процесс сварки?
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.
В процессе соединения деталей запрещается поворот изделий по оси
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
В современных системах водоснабжения и отопления чугун давно уже не используется. Ему на смену пришел легкий, удобный в монтаже и не подверженный коррозии пластик. Сегодня мы расскажем о сварке полипропиленовых труб своими руками для начинающих – основных этапах этого процесса и его тонкостях.