Соединение медных труб
Содержание:
- Как паять?
- Как правильно паять медные трубы — советы практика
- Ограничения при использовании медных труб
- Технология
- Инструменты, необходимые для монтажа
- Последовательно работ по спайке труб
- Пошаговая технология пайки меди
- Коммуникации из медных труб и фитингов
- Достоинства сварного метода соединения медных труб
- Иные варианты пайки: работа с медными трубами и различными металлами
- Как паять медные трубы
- Способы
- Техника безопасности при пайке труб из меди
Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.
С алюминием
Но необходимо знать не только, как паять правильно медные трубопроводы или проволоку
Критически важно знать особенности пайки с алюминием — эта процедура тоже встречается достаточно часто. Она весьма трудна, и велика опасность производственного брака
Только очень аккуратное выполнение работы позволяет избежать массы проблем. Типовые флюсы как для алюминия, так и для меди, тут не подойдут.
Справиться с работой как следует сможет только подготовленный специалист. Для этого понадобятся обязательно специализированные расходники. В ряде случаев вообще нужно применять стальные муфты (другие переходники малоэффективны). Идеальный, по мнению экспертов припой (Castolin192FBK), представляет собой пруток с флюсовой низкотемпературной сердцевиной. Малая текучесть позволяет закрывать даже большие отверстия и тому подобные изъяны.
Иногда применяют поверхностную пайку. Тогда требуется максимально нарастить величину контактной площадки между деталями и припоем. На алюминиевой стороне заготовки формируют воронковидный раструб, куда вводится трубка либо проволочка из меди. По краю воронки льют припой, насыщая весь раструб: чем больше глубина воронки, тем лучше.
С нержавеющей сталью
Свои особенности имеет и соединение меди с нержавейкой. В этом случае применимы положения ГОСТа 17349-79
Рассчитывать на простоту процедуры не приходится, и критически важно использовать специализированные припои. Отказаться от использования флюса невозможно
Обязательно придется проводить все положенные этапы обработки по полной программе, применять все вспомогательные материалы.
Особенно важен используемый инструмент. Мелкие детали можно соединить даже простым электрическим паяльником. Чаще, однако, используют горелки. Они позволяют работать быстрее, упреждая окисление флюса. Но надо будет внимательно смотреть, чтобы поверхность не была перегрета.
В качестве припоя можно воспользоваться латунью. Если нужны ответственные соединения, целесообразно применять более дорогой вариант — комбинацию олова с серебром. Некоторые люди применяют радиотехнический припой, но тогда результат не гарантирован. Остывать припой должен естественным образом
Важно: в процессе работы придется обеспечивать интенсивную вентиляцию
С железом
Спаять медь и листовое железо не так-то просто. Нагрев простой горелкой на пропане уже недостаточен. В качестве флюса подходит только бура. Идеальным припоем окажется латунь. Все прочие варианты не позволяют рассчитывать даже на приемлемый результат.
Как правильно паять медные трубы — советы практика
На практике процесс пайки выглядит намного сложнее, чем в теории. Ведь если взяться за выполнение вышеописанных теоретических пунктов, то сразу же возникает множество вопросов, касающихся ранее не замеченных нюансов. Поэтому в глазах практика процесс пайки выглядит следующим образом:
Подготовительный этап необходим для планирования работ и подготовки инструмента.
Ведь кроме паяльника и припоя вам понадобятся еще и другие инструменты, а именно:
- Металлическая щетка и крупная наждачная бумага. Они необходимы для чистки и полировки торца трубы
- Калибр и расширитель для труб. Эти инструменты используют для правки профиля трубы после резки или в процессе формирования раструба на торце трубы.
- Труборез и фаскосниматель. Такие инструменты употребляют для резки труб и последующего снятия фаски.
- Молоток, стальной метр и маркер. Этот набор используется для вспомогательных и разметочных работ.
Собрав инструменты, вы сможете приступать к подготовке стыковочного соединения.
Стыковка труб
Как ужу говорилось в теоретической части, сборка трубопровода в раструб требует пайки всего одного стыка. Поэтому в данном абзаце мы рассмотрим технологию стыковки в раструб, формируемый из гладкого торца трубы прямо в процессе монтажа трубопровода.
На практике технология стыковки «в раструб» выглядит следующим образом:
Монтаж запорной арматуры выполняется по тому же принципу. Только вместо гладкого торца трубы в развальцованный раструб вводят штуцер фитинга. Причем пайку стыка между трубой и фитингом запорной арматуры лучше всего организовывать не «по месту», а в более комфортных для мастера условиях. Например, на столе или на верстаке. Поэтому запорную арматуру впаивают в короткий отрезок трубы, который, впоследствии, стыкуется с основной линией.
Ограничения при использовании медных труб
Для меди существуют следующие эксплуатационные ограничения, обусловленные свойствами металла:
- Мягкость, обеспечивающая пластичность труб и удобство их монтажа, налагает ограничение на допустимые скорости водяного потока. Для длительной службы системы водоснабжения оптимальны значения до 2 м/с.
- Из-за мягкости меди к чистоте воды предъявляют следующие требования – в ней не должно быть механических загрязнений, что достигается установкой на вводе соответствующих фильтров. Взвешенные частицы способны вызвать эрозию (вымывание материала стенок трубы) за счет механического воздействия.
- Поверхность меди покрыта оксидной пленкой, возникающей естественным путем и являющейся защитным слоем. Хлор, присутствующий в воде, преобразует эту пленку в настоящую патину, которая обеспечивает трубе еще более высокую защиту. Это происходит только при общей жесткости водяного потока 1,42–3,1 мг/л с рН в пределах 6,0–9,0. В противном случае патина будет разрушаться, а это приведет к непрерывному ее восстановлению за счет расходования меди, что может существенно уменьшить срок эксплуатации трубопровода.
- В питьевом водоснабжении для соединения труб не допустимо использование свинцовых припоев (свинец является токсичным веществом).
- При монтаже медного трубопровода требуется проводить все операции так, чтобы не уменьшить срок службы системы с расчетных 50 лет. При сгибании труб не допустимы их заломы, так как это будет нарушать ламинарность потока воды. Нельзя допускать перекручивания трубы. В случае замятия правку проводят не более 1 раза.
- Заусенцы и образовавшийся после пайки грат подлежат удалению, так как способствуют возникновению турбулентных завихрений водяного потока с сопутствующей эрозией, что приведет к уменьшению срока службы медного трубопровода.
- Перегрев при пайке, особенно сильный, может привести к получению негерметичного соединения или потере прочности меди, вплоть до порыва.
- Флюс, используемый при пайке, должен быть обязательно удален промывкой, так как является агрессивным веществом и может способствовать коррозии трубы.
- Запрещено монтирование после медных труб по направлению водяного потока элементов из алюминия, цинка, стали для предотвращения коррозии последних. При несоблюдении этого условия требуется применение пассивных анодов (из магния, например).
- Переход с медной на трубу из других металлов рекомендуется осуществлять через латунные, бронзовые или из нержавеющей стали фитинги во избежание быстротечной коррозии последних.
Несмотря на существующие ограничения по применению, на сегодняшний день медные трубы считаются наилучшим материалом для обустройства водопроводных систем.
Технология
В процессе достигается герметизация поверхности между трубой и муфтой через припой (термопластическое вещество). Припой становится более жидким при высоких температурах и заполняет пространство между муфтой и трубой, тем самым связывая их.
Для таких работ мастера используют переносной пост для сварки. В его состав входят газовые баллоны, редукторы, соединительные рукава, горелка и резак. Сварочные посты нужны для работ, связанных с резкой, пайкой, металлоконструкцией. Обычно он необходим при высокотемпературной пайке, потому что высокотемпературная пайка требует специального оборудования, в том числе переносной пост. Однако если есть желание самим научиться паяльному делу и самостоятельно заниматься ремонтными работами, то такой пост нужно приобрести.
Инструменты, необходимые для монтажа
К основным операциям, которые выполняются во время монтажа медных труб, относятся резка, изгиб, сборка узлов и соединений, пайка, прессовое обжатие, сварка. Дополнительно производятся калибровка и зачистка концов, снятие грата и заусенцев, нанесение флюса с последующим удалением его остатков и т. д.
Для монтажа медных труб своими руками потребуются такие инструменты:
- труборез или ножовка;
- ручной калибратор;
- горелка для проведения пайки медных труб;
- гаечные ключи;
- напильник.
Из материалов требуются непосредственно медные трубы, фитинги для них, лента, которая герметизирует резьбовое соединение, флюс и припой.
Перед монтажом надо подготовить необходимые отрезки медных труб, нарезая их труборезом
Если для этих целей используется ножовка, то важно поставить новое полотно. Изделия проверяются на целостность, недопустимы повреждения, изломы, сплющенные участки и т
д.
Чтобы понять, какие нужны инструменты, следует определиться со способом соединения труб
Горелка нужна, если соединение будет осуществляться пайкой. Для подключения к баллону с ней в комплект должны входить шланги. Гаечные ключи требуются для резьбового соединения медных труб. Напильником удаляются заусенцы.
Последовательно работ по спайке труб
Теперь стоит изучить саму последовательность того, как запаять медные трубки:
- Отрезаем определенный кусок трубы при помощи трубореза. Трубу удерживайте точно перпендикулярно инструменту для того, чтобы край вышел предельно ровным.
- Удаляем заусенцы специальной щеткой для очистки спаиваемых поверхностей. Кроме этого, чистится и внутренняя часть трубы ершиком.
- На втором отрезанном куске трубы при помощи расширителя увеличиваем сечение. Эту операцию нужно проделать таким образом, чтобы трубы стыковались легко, и оставался зазор.
- Теперь снимаются заусенцы с грязью и со второй трубы по такому же принципу.
- Покрываем спаиваемую поверхность флюсом. Лучше, если это будет труба, которая будет вставляться в другую расширенную трубу. Равномерность распределения контролируется кисточкой.
- Вводим одну трубу в другую. Лишний флюс удаляем влажным куском тряпки, чтобы не приставал припой.
- Теперь нагреваем соединительный конец трубы, при этом следим за равномерностью прогрева. Процедура длится до тех пор, пока флюс не окрасится в серебристый оттенок, после чего прогрев прекращают.
- Далее по поверхности проводим припоем. От того, что медь является горячей, он начинает плавиться без воздействия горелки. Растекаясь, припой попадает во все пустоты между трубами. После того, как начнут образовываться на стенке трубы капли припоя, процесс спаивания нужно остановить (прочитайте: «Как правильно паять медные трубы – материалы и инструменты, правила выполнения работ»).
- В процессе остывания на паяные места нельзя дуть и оказывать на них физической нагрузки. Следите за тем, чтобы труба не перегревалась. Если вы заметили, что она становится черной, прогрев нужно прекратить, так как в противном случае вы не сможете спаять трубы должным образом.
- По завершении окончательного остывания соединения, оно протирается смоченной в воде тряпочкой. Таким образом, удаляют излишки флюса и припоя. Нужно проследить, чтобы готовая система выглядела аккуратной.
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.
Пайка медных труб состоит из нескольких этапов
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.
Надо снять окислившийся слой
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.
Нанесение флюса
Пайка
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300°C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.
Правильное расположение горелки при пайке медных труб своими руками
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.
Пайка медных труб мягким припоем
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
Коммуникации из медных труб и фитингов
Качественные медные трубы и фитинги, технические и эксплуатационные характеристики которых соответствуют международным стандартам ISO 9002, BS2 и DIN, сегодня выпускают как зарубежные, так и отечественные компании. Такие трубы, а также соединительные элементы для них успешно выдерживают высокое давление транспортируемых по ним сред, высокие и низкие температуры, механические воздействия, которым они могут подвергаться в процессе эксплуатации, транспортировки и хранения.
В отличие от популярных в наше время полимерных труб, медные трубные изделия не портятся от воздействия солнечных лучей, им не страшна коррозия, являющаяся настоящим бичом для изделий, изготовленных из черных металлов. По сроку службы, которым отличаются медные трубы и фитинги, с ними не сравнится ни одно подобное изделие, произведенное из другого материала. Примечательно, что медные изделия являются практически вечными, срок эксплуатации коммуникаций из них составляет не менее 100 лет.
Система отопления и водоснабжения из медных труб в частном доме
Трубные изделия, а также фитинги, изготовленные из меди, применяют для обустройства инженерных сетей различного назначения:
- систем отопления;
- кондиционирования воздуха;
- холодного и горячего водопровода;
- газовых коммуникаций.
Те из потребителей, которые принимают решение использовать трубные изделия из меди и медные фитинги, преимущественно применяют их для обустройства надежных и долговечных водопроводных сетей. Фитинги, изготовленные из меди, имеют более компактные размеры и выглядят намного аккуратнее, чем изделия, произведенные из черных металлов. Объясняется это тем, что при проектировании и изготовлении медных фитингов нет необходимости делать их стенки более толстыми, учитывая их дальнейшую коррозию, так как они ей просто не подвержены.
Монтаж своими руками медных труб в системе отопления
Существует несколько причин, объясняющих высокую популярность труб и соединительных элементов для них, изготовленных из меди:
- медь, как известно, обладает антисептическими свойствами, поэтому в водопроводах, изготовленных из этого металла, не развиваются болезнетворные микроорганизмы, а качество транспортируемой по ним воды даже улучшается;
- монтаж трубопроводов, для которых используются трубы и фитинги, изготовленные из меди, значительно проще, чем коммуникаций из черных труб;
- за счет высокой пластичности меди трубы из данного металла, когда в них замерзает вода, не лопаются, а просто деформируются; чтобы разрушить медную трубу, к ней необходимо приложить внутреннее давление, равное 200 Атм, а таких давлений в бытовых коммуникациях просто не бывает.
Достоинства сварного метода соединения медных труб
Медные сварные соединения имеют множество положительных отзывов относительно своей надежности, что делает их еще популярнее.
Среди наиболее значительных положительных качеств медной пайки можно выделить следующее:
- Сварные медные изделия получаются очень прочными и долговечными.
- Медь относится к наиболее простым в обработке и доступным материалам.
- Сварочный контакт имеет очень значительный простор при выборе наиболее подходящих условий – т.н. «регулировка режима сварки».
- Обустраивая соединение методом пайки, нет необходимости в наличии стандартных переходников и фитингов. Таким образом достигается заметная экономия финансов при организации системы отопления.
Иные варианты пайки: работа с медными трубами и различными металлами
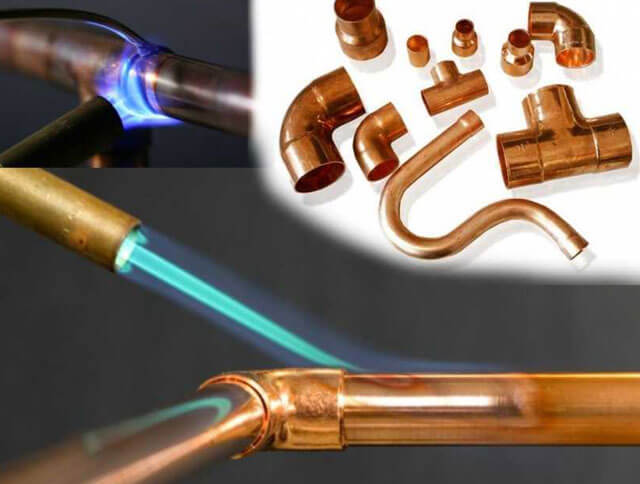
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.com
ФОТО: market.sakh.com
ФОТО: solarschool.dk
ФОТО: laketravisplumber.com
ФОТО: reicheltplumbing.com
Как паять медные трубы
Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Пайка труб из меди не так сложна в исполнении. Процесс должен осуществляться при хорошей вентиляции помещения. Работу рекомендуют проводить в защитной одежде и перчатках. Чтобы выполнить качественное соединение всех деталей, надо придерживаться следующего алгоритма действий:
- Медную трубку разрезают инструментом на необходимое число кусков. Труборез располагают перпендикулярно к оси трубы, тогда рез получится максимально ровный.
- Затем металлические отрезки зачищают металлической щёткой, а торцы избавляют от заусениц и металлической пыли специальным ёршиком. Наждачная бумага в этом случае не подойдёт, поскольку от неё остаётся медный песок на поверхности металла, который понижает качество сцепления припоя с трубой.
- Диаметр края одного из отрезков трубы увеличивают с помощью труборасширителя. Затем в такой отрезок из меди сможет легко войти труба с обычным типоразмером.
- Расширенный торец трубы тоже зачищают металлической щёткой.
- На торец трубы наименьшего сечения равномерно наносят флюс для пайки медных труб. Проделывать процедуру следует аккуратно, иначе избыток средства может попасть в трубу и образовать в ней застывшие капли, из-за которых в последующем будет явно слышно движение воды.
- Обработанные концы трубок вставляют друг в друга. При этом удаляются остатки флюса с помощью влажной тряпочки.
- Место соединения прогревают горелкой. Когда флюс на одной из трубок приобретёт серебристый оттенок, нагрев металла прекращают.
- К месту соединения подносят припой, который плавится из-за высокой температуры и заполняет полость стыка. Когда область шва будет полностью заполнена припоем, процесс пайки останавливают.
Место соединения оставляют остывать, его следует оградить от любых типов механических повреждений. Когда шов остынет, его протирают влажной тряпочкой, удаляя оставшийся флюс и припой. Если проигнорировать остатки флюса на поверхности труб из меди, то в будущем это приведёт к коррозии в соединении.
Способы
Существует две технологии пайки медных труб.
- Низкотемпературная (используется мягкий припой) применяется в водопроводах или системах отопления. Среда, где применяется данная технология, должна иметь температуру не выше 110 градусов.
- Высокотемпературная пайка (твердый припой) применяется в системах с большой температурой и большим давлением. Используется преимущественно в промышленности.
Какой из двух способов выбрать – ваше лично дело. Но для высокотемпературной пайки нужна профессиональная горелка, которую найти в магазине не так легко, и стоит она немалых денег. При низкотемпературной допускается использование паяльной лампы или недорогой ручной горелки со сменным баллоном.
Пайка труб под азотом
Обработка азотом нужна для монтажа, а пайка медных труб без газообразного азота недопустима. Часто конструкции паяют жестким припоем, который позволяет при эксплуатации не беспокоиться о том, выдержит ли соединение высокую температуру. В процессе пайки жестким припоем медь нагревают до красного цвета металла, это оказывает отрицательное влияние на структуру самого материала. Образуется окалина на внутренней и наружней поверхности трубы. Окалина – остатки сгоревшей меди, которые образовались при ее нагревании. Стенки труб становятся значительно тоньше.
Если вы решили использовать азот, то придерживайтесь следующих рекомендаций в работе:
- соедините магистраль с баллоном, в котором находится азот;
- затем произведите установку регулятора газа или ротаметра;
- редуктор азотного баллона отрегулируйте на минимальное давление азота, ротаметр устанавливают на скорость 5 м/мин;
- как только пайка окончена, по трубе пускается азот, делается это до того момента, пока труба полностью не остынет.
Пайка труб строительным феном
Возможна пайка труб строительным феном, если диаметр трубы небольшой. Манипуляции при этом методе схожи с применением горелки. С помощью такого соединения швы получаются очень прочными и выдерживают высокие температуры. У новичков при использовании этого способа неизбежны ожоги меди. Металл легко перегреть, именно из-за этого происходит разрыв материала.
Капиллярная пайка
Если у труб разнятся диаметры (разница не более 0,5 мм), используют метод капиллярной пайки. Спайка заполняет образовавшееся пространство между трубами. Нужно отметить, что как такового шва не получается, бесшовное соединение. Тогда используют твердые припои, их защитные функции лучше.
Индукционная пайка
Высокая частота тока способна оказывать благоприятное воздействие на металл. Индукционная пайка получила распространение из-за своей уникальности, работа этим методом проводится быстро, при этом материал не становится тоньше, а сохраняет свои качества.
Выявлены следующие плюсы:
- Тепло образуется в трубе без вмешательства извне;
- Все оборудование автоматизировано, устройства помогают получить желаемый результат с конкретными параметрами;
- Индукционная пайка проводится в вакууме, металл в данной среде защищен от коррозии;
- Экономия производственных ресурсов;
- Безопасность – при индукционной пайке не нужен пламя или газ, лишь нагревается конкретно шов.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.












