Холодная ковка своими руками
Содержание:
- Назначение и особенности
- Недостатки металлических элементов
- Оборудование для холодной ковки
- Понадобится
- Создание проекта
- Гидравлический расчет трубопровода
- Коротко о главном
- Цветовые модели и синтез цветов
- Таблица соответствия диаметров проводов и их площадь сечения
- Навигация
- Кованые изделия своими руками
- Волна и зигзаг
- Оборудование
- Дизайн штор на балконе (фото интерьера)
- Инструменты и оборудование
- Оборудование для горячей ковки
Назначение и особенности
Для получения элементов холодной ковки применяют специализированное оборудование.
Так, для получения холодной ковки, например, улитка применяют одноименный станок. Он позволяет получать спирали из прутка с размером сечения до 12 мм, если речь идет о приспособлении, изготовленном самостоятельно, то диаметр особых ограничений не имеет.
Для получения прутков загнутым под разными углами применяют так называемый гнутик. Его применение позволяет получать прутки, изогнутые под разным углом, при этом форма сечения размера не имеет. Кроме того, на нем можно производить дуги разного размера.
Для производства декоративного элемента холодной ковки, известного под названием фонарик, применяют станок с таким же названием. На нем допустимо обрабатывать квадратный пруток с размером сечения 16 мм или круглый с диаметром до 30 мм.
Недостатки металлических элементов
Как бы хорошо ни отзывались о ковке, у всего обязательно найдется и плохое. Причем в этом случае минусы заставляют многих людей отказаться от кованых элементов и изделий.
Безусловно, главный и основной минус — это цена. Дело в том, что на большинство подобных работ уходит уйма времени и сил. Помимо этого, роль играют различные дорогостоящие станки и сама стоимость металла. К примеру, если сравнить обычный забор из профилированного листа и такой же забор с элементами ковки, цена может повышаться чуть ли не в два, а то и в три раза.
Следующий и последний минус ковки — это подверженность коррозии. Как бы хорошо ни обрабатывался материал, на металл всегда будет плохо воздействовать влажность и сырость.
Это интересно: Форма для тротуарной плитки своими руками — изучаем обстоятельно
Оборудование для холодной ковки
Элементы изготавливают на нескольких станках. Название каждого устройства соответствует выполняемой с его помощью операции.
Улитка
Данное оборудование предназначено для завивки заготовки в плоскую спираль. В самом простом исполнении представляет собой массивный стол с закрепленным на нем шаблоном из толстой стальной полосы.
В усложненном варианте шаблон выполнен из нескольких шарнирно скрепленных звеньев и установлен на вращающемся столе. Прижим заготовки осуществляет ролик. По мере вращения вала шаблон постепенно разгибается.

Кузнечный станок Улитка.
Гнутик
Данный станок изгибает прокат под нужным углом. Он состоит из следующих компонентов:
- Станины.
- Неподвижных упоров с прижимными роликами для фиксации заготовки.
- Направляющих.
- Перемещающегося по ним подвижного упора.
- Винтового механизма.
На подвижном упоре крепят накладку с профилем, соответствующим требуемой форме изгиба. Необходимое усилие создается винтовым механизмом.
Поворачивая стол с закрепленной на нем заготовкой, можно получать любые плоские и пространственные фигуры.

Кузнечный станок Гнутик.
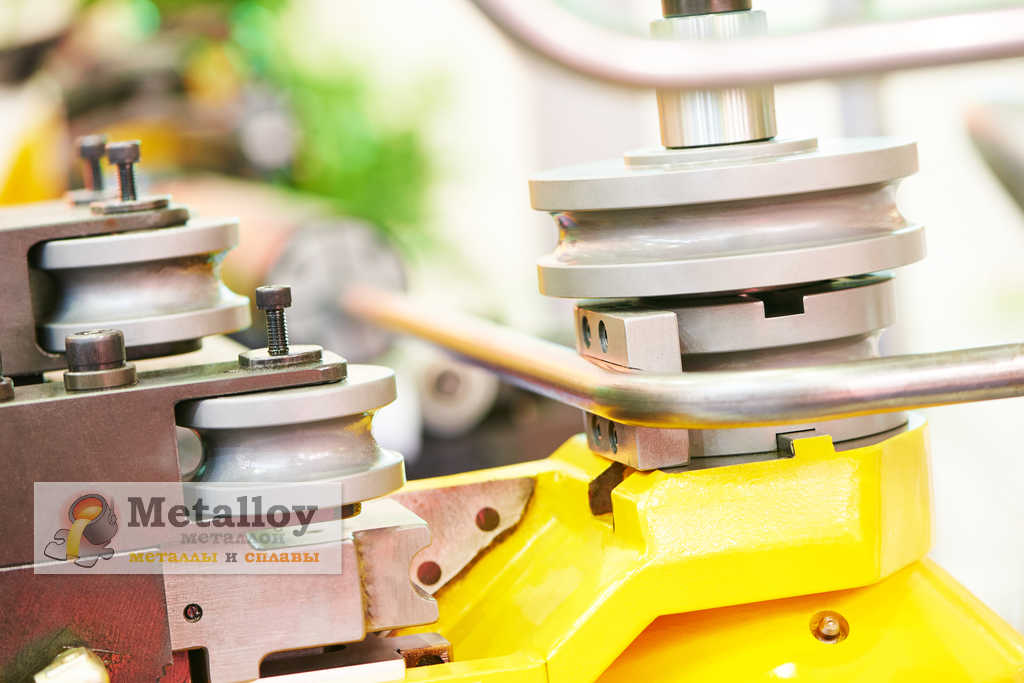
Волна
Конечное изделие представляет собой скругленный зигзаг. Главными элементами станка являются центральный и обводной ролики, последний установлен на водиле. Также можно дооснастить «улитку» либо использовать «гнутик», вооружив подвижный упор накладкой соответствующего профиля.

Ручной станок для ковки Волна.
Фонарик
Станок скручивает сразу несколько стержней, установленных по кругу. В результате получается пространственная конструкция цилиндрической формы со спиральными стенками. На станине закреплены упор с фиксатором и подвижный ворот.

Кузнечный станок для ковки Фонарик.
Глобус
С помощью данного станка изготавливают арочные перекрытия и другие изделия в виде дуги с большим радиусом. Заготовку обжимают по шаблону гибочным рычагом с подвижным роликом.
Данный станок применяют для серийного производства. В единичном количестве дуги можно изготовить на «гнутике».

Кузнечный станок Глобус.
Твистер
Устройство закручивает заготовку вокруг продольной оси. Для этого один ее конец жестко фиксируют, а второй вращают подвижным воротом. Этот узел может перемещаться вдоль заготовки, что позволяет регулировать шаг спирали.

Станок Твистер.
Понадобится
Создание проекта
Прежде чем начать строительство, необходимо создать ее проект и чертежи, чтобы избежать ошибок в процессе монтажных работ. После того, как определена длина и ширина дома, производят следующие вычисления:
-
Расчет угла наклона скатов. Этот показатель определяют исходя из трех условий – ветровой нагрузке, количества выпадающих осадков и выбранного кровельного материала. Для местности, где дуют сильные порывистые ветра выбирают угол наклона ската менее 30 градусов, чтобы снизить эффект парусности. В районах с обильными осадками, напротив, стоит предпочесть более крутые скаты, от 60 градусов и выше, чтобы на них не скапливалась вода и снег. Для зон с умеренным климатом, как средняя полоса России, подойдет четырехскатная крыша с уклоном в пределах 40-50 градусов. Для каждого кровельного материала рассчитаны минимально допустимые углы наклона скатов, представленные в справочной таблице, с которой необходимо свериться.
- . Чтобы определить высоту конька, придется вспомнить школьные уроки геометрии. Так как угол наклона скатов мы уже определили, а основание было нам известно, вычислить его помогут тригонометрические элементарные формулы.
Гидравлический расчет трубопровода
Выполните комплексный гидравлический расчет трубопровода с помощью онлайн-калькулятора – узнайте потери напора по длине и коэффициент гидравлического сопротивления.
Перемотайте вниз чтобы НАЧАТЬ (место для вашего контента)
Наш универсальный онлайн-калькулятор позволяет выполнить полный гидравлический расчет простого трубопровода, то есть определить гидравлическое сопротивление, потери напора по длине по всему участку или на 1 погонный метр, узнать средний расход воды. Расчет выполняется по принципу, описанному в СНиП 2.04.02-84 (СП 31.13330.2012) «Водоснабжение. Наружные сети и сооружения», более подробно с теорией можно ознакомиться ниже. Оптимальная скорость воды в трубе от 0.6 м/с до 1.5 м/с, максимальная – 3 м/с
Обращайте внимание на единицы измерения и материал трубопровода, это важно. Для того чтобы получить результат гидравлического расчета, корректно заполните поля калькулятора и нажмите кнопку «Рассчитать»
Смежные нормативные документы:
- СП 31.13330.2012 «Водоснабжение. Наружные сети и сооружения»
- СП 30.13330.2016 «Внутренний водопровод и канализация зданий»
- СП 60.13330.2016 «Отопление, вентиляция и кондиционирование воздуха»
- ГОСТ 10705-80 «Трубы стальные электросварные»
- ГОСТ 9583-75 «Трубы чугунные, напорные, изготовленные методами центробежного и полунепрерывного литья»
- ГОСТ 539-80 «Трубы и муфты асбестоцементные напорные»
- ГОСТ 12586.0-83 «Трубы железобетонные напорные виброгидропрессованные»
- ГОСТ 16953-78 «Трубы железобетонные напорные центрифугированные»
- ГОСТ 18599-2001 «Трубы напорные из полиэтилена»
- ГОСТ 8894-86 «Трубы стеклянные и фасонные части к ним»
Коротко о главном
Простая и одновременно доступная технология холодной ковки сегодня находит сегодня все большее количество поклонников. И как показывает практика, многие мастера не только создают свои неординарные по замыслу элементы ковки, но и необычные устройства и приспособления для работы.
Мастерами успешно создаются как простые приспособления для выполнения одной операции, например, создания элемента улитка, веретено, спираль, навивка, скрутка, с применением физической силы мастера. Так и более сложные, с использованием механических редукторов и электроприводов. Однако, для создания небольшой мастерской многие советую обязательно собрать станок для завивки улитки и гнутик, для получения правильных геометрических форм. Именно эти приспособления и будут основой для развития в дальнейшем мастерской холодной ковки.
Но как бы там ни было, в разработке станков и приспособлений для холодной ковки одним из самых интересных моментов стоит вопрос создания универсального станка для большого количества операций.
Цветовые модели и синтез цветов
Ученые «вывели» две основные цветовые модели, позволяющие создать всевозможные тона и оттенки. Синтез цветов подразумевает применение одной из моделей:
- RGB, или аддитивная. Подразумевает наложение световых лучей друг на друга в определенном порядке, с установленной интенсивностью. Основной диапазон цветов вписывается в стандартные (базовые) – красный, синий и желтый. Аддитивный синтез применяется в мониторах, но сделать черный цвет тем же способом, что и остальные, не получится. Черным, согласно RGB, является отсутствие отражения.
- CMYK, или субтрактивная. Все тона получаются при смешивании красок физическим способом. Черный создается путем сложения всех остальных тонов, а белый в данной системе – отсутствие цвета. Эта модель применяется в типографии, ее основные тона – циан (голубой), желтый, маджента (пурпурный).
Таблица соответствия диаметров проводов и их площадь сечения
Проводить расчеты в магазине или на рынке не всегда хочется или есть возможность. Чтобы не тратить время на расчеты или не ошибиться, можно воспользоваться таблицей соответствия диаметров и сечений проводов, в которой есть наиболее распространенные (нормативные) размеры. Ее можно переписать, распечатать и захватить с собой.
| Диаметр проводника | Сечение проводника |
|---|---|
| 0,8 мм | 0,5 мм2 |
| 0,98 мм | 0,75 мм2 |
| 1,13 мм | 1 мм2 |
| 1,38 мм | 1,5 мм2 |
| 1,6 мм | 2,0 мм2 |
| 1,78 мм | 2,5 мм2 |
| 2,26 мм | 4,0 мм2 |
| 2,76 мм | 6,0 мм2 |
| 3,57 мм | 10,0 мм2 |
| 4,51 мм | 16,0 мм2 |
| 5,64 мм | 25,0 мм2 |
Как работать с этой таблицей? Как правило, на кабелях есть маркировка или бирка, на которой указаны его параметры. Там указывается маркировка кабеля, количество жил и их сечение. Например, ВВНГ 2х4. Нас интересуют параметры жилы а это цифры, которые стоят после знака «х». В данном случае заявлено, что есть два проводника, имеющих поперечное сечение 4 мм2. Вот и будем проверять, соответствует ли эта информация действительности.
Как работать с таблицей
Чтобы проверить, проводите измерение диаметра любым из описанных методов, после сверяетесь с таблицей. В ней указано, что при таком сечении в четыре квадратных миллиметра, размер провода должен быть 2,26 мм. Если измерения у вас такие же или очень близкие (погрешность измерений существует, так как приборы неидеальные), все нормально, можно данный кабель покупать.
Заявленные размеры далеко не всегда соответствуют реальным
Но намного чаще фактический диаметр проводников значительно меньше заявленного. Тогда у вас два пути: искать провод другого производителя или взять большего сечения. За него, конечно, придется переплатить, но первый вариант потребует достаточно большого промежутка времени, да и не факт, что вам удастся найти соответствующий ГОСТу кабель.
Второй вариант потребует больше денег, так как цена существенно зависит от заявленного сечения. Хотя, не факт — хороший кабель, сделанный по всем нормам, может стоит еще дороже. Это и понятно — расходы меди, а, часто, и на изоляцию, при соблюдении технологии и стандартов — значительно больше. Потому производители и хитрят, уменьшая диаметр проводов — чтобы снизить цену. Но такая экономия может обернуться бедой. Так что обязательно проводите измерения перед покупкой. Даже и проверенных поставщиков.
И еще: осмотрите и пощупайте изоляцию. Она должна быть толстой, сплошной, иметь одинаковую толщину. Если кроме изменения диаметра еще и с изоляцией проблемы — ищите кабель другого производителя. Вообще, желательно найти продукцию, отвечающую требованиям ГОСТа, а не сделанную по ТУ. В этом случае есть надежда на то, что кабель или провод буде служить долго и без проблем
Сегодня это сделать непросто, но если вы разводите проводку в доме или подключаете электричество от столба, качество очень важно. Потому, стоит, наверное, поискать
Навигация
Кованые изделия своими руками
Понятное дело, что кузнечное мастерство всегда было ремеслом элитарного характера для узкого круга мастеров, это удовольствие не из дешевых и не из простых. Помимо технического опыта нужно обладать художественным вкусом и чувством стиля.
Вместе с тем вместо классических молота и наковальни сегодня все чаще используются станки для художественной ковки. Они делают кузнечное ремесло более доступным, но опыта и, самое главное, кузнечного творческого таланта никто не отменял.
Хорошо развитое пространственное мышление, изобретательность, умение делать правильный выбор, быстрота действий и, конечно же, творческая фантазия – вот необходимый набор свойств мастера кузнечной ковки высокого полета, чтобы делать настоящие произведения кузнечного искусства.
К тому же горячая свободная ковка – тяжелая физическая работа, о чем обязательно нужно помнить, чтобы решить начинать свое кузнечное дело. И кузнечная мастерская по своим условиям очень далека от привычных офисных помещений.
Оборудование для художественной ковки в этом случая будет вполне доступным и недорогим: сварочный аппарат, болгарка, источник питания и электроды.
Волна и зигзаг
Теперь у нас на очереди инструмент и оснастка для волновой и загзагообразной гибки длинномерных заготовок. Упомянутые вначале гнутик и протяжно-нажимной гибочный станок своими руками не воспроизводимы. Кроме того, первый позволяет настраивать шаг и профиль в относительно небольших пределах, а второй дорог. Однако универсальный волногибочный станок все-таки можно сделать своими руками по образцу того, что слева на рис. Заказать придется только вальцы, они должны быть из хромоникелевой или инструментальной стали; остальное – из простой конструкционной, на скобы и дугу нужен лист (полоса) от 8 мм. В дуге устанавливаются ограничители, позволяющие точно выдерживать профиль волны, но рабочие нагрузки на нее передаются в значительной степени; собственно, дуга обеспечивает поперечную жесткость конструкции.
Оснастка для гибки волн при холодной ковке
Гнуть только плавные, но весьма разнообразные, волны можно, добавив к станку-улитке с поворотным лемехом ворот для волн, справа на рис. Рукояти используются прежние, т.к. они вворачиваются в резьбовые гнезда на головке ворота. Коренной (центральный) ролик желательно делать отдельным и крепить к станине болтами с головками впотай. В таком случае, ставя ролики разного диаметра (диаметров), возможно формировать волны переменного и несимметричного профиля. А если обводной ролик выполнить переставным (для чего в его водиле проверливается ряд отверстий), то можно в довольно широких пределах менять и шаг волны.
О соединении элементов и покраске
Кованые детали нужно собрать в единую композицию. Простейший способ – сварка и последующее заглаживание швов болгаркой с зачистным кругом: он толще отрезного (6,5 мм) и выдерживает изгибающие усилия. Но гораздо эффектнее смотрятся соединения фасонными хомутами, их штампуют из полосы от 1,5 мм на инерционном штампе; можно также достаточно быстро и без опыта отковать по-горячему, см. ниже. Заготовку хомута делают в виде П-образной скобы на оправке в размер соединяемых деталей и загибают ее крылья с тыла на месте большим слесарным молотком или кувалдой 1,5-2 кг по-холодному. Красят готовое изделие, как правило, кузнечными эмалями или акриловыми красками по металлу. Эмали с пигментом из кузнечной патины дороже, но лучше: высохшие, они цвета благородного несколько под старину, не отслаиваются, не выгорают, износо- и термостойки
Как обойти камень
Т.е. камень преткновения во всем вышеописанном: фасонные наконечники прутьев; без них забор не забор, ворота не ворота и калитка не калитка. Инерционный штамповочный пресс (поз. 3 на рис. с видами станков) дорог, но эффективен. Он работает по принципу маховика: вначале, плавно вращая коромысло (штангу с грузами), отводят винтовой боек назад до упора. Затем вкладываютт в гнездо сменный штамп, ставят заготовку. Далее быстро раскручивают коромысло в обратную сторону (это момент травмоопасный!) и оставляют его свободно вращаться – пошел рабочий ход. В конце него боек очень сильно бьет по хвостовику штампа; за счет инерции грузов развивается усилие, достаточное для штамповки.
Станок для холодной ковки концов прутьев
Нагрузки, особенно ударные, в инерционном штамповочном станке велики, приходятся на малые площади, а точность изготовления его деталей нужна высокая, поэтому делать его своими силами лучше и не пытаться. Самостоятельно возможно сделать ручной прокатный стан, см. рис. справа, но лишь частично: валки из спецстали, валы и подшипниковые втулки придется заказывать, а шестерни покупать или искать б/у. Получать же на таком стане можно только наконечники гусиная лапка и лист (копье), причем по их шейкам сразу будет видно, что это машинная работа.
Между тем такие же, и некоторые другие, наконечники прутьев можно отковать горячим способом, не будучи опытным кузнецом. Хороший, явно ручной работы наконечник-лист куется просто кувалдой и молотком, а ковочный штамп (штемпель) для лапок делается из негодного напильника, в котором болгаркой выбираются канавки. Кузня для этого нужна? Для эпизодической мелкой работы совсем не обязательно; главное – разогреть металл. Пропановая горелка не годится, нагрев должен быть равномерным со всех сторон и без пережога. Итак, приходим к выводу, что холодная и горячая ковка не исключают друг друга: чтобы с помощью простых станков для холодной ковки или вовсе подручными средствами получать качественные изделия, очень даже не помешает вдобавок к ним небольшой кузнечный горн из подручных материалов.
***
2012-2020 Вопрос-Ремонт.ру
Вывести все материалы с меткой:
Перейти в раздел:
Оборудование
Для обработки металлических заготовок используется различное по техническим характеристикам оборудование, а также инструменты и приспособления.
Наибольшей популярностью у мастеров пользуются ручные станки для холодной ковки: улитка, твистер, волна, глобус, гнутик. Каждый из данных механизмов предназначен для изготовления определенных элементов и гибки заготовок с сечением конкретных форм. Например, у исполнителей особенно востребовано устройство для ковки профильных труб, так как из данного материала изготавливается каркас многих изделий и конструкций.
Станок типа улитка PROMA, Фото ВсеИнструменты.ру
Станки не отличаются сложным строением, поэтому нередко подобные устройства собирают самостоятельно. В зависимости от потребностей исполнитель производит своими руками улитку для завитков, торсион для скручивания полос и прутков, глобус для гибки объемных деталей и т.д.
Станки с электроприводом характеризуются большей производительностью, что позволяет выпускать достаточно значительное количество элементов. Поэтому подобные устройства эксплуатируются на производстве в небольших компаниях. Электрические станки также нередко собираются своими руками.
Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
Однако, не все мастера обладают свободным временем, необходимым для самостоятельного производства станков. Некоторые исполнители не имеют достаточно знаний для сборки устройств своими руками. В таких случаях лучше приобрести механизм заводского изготовления: с ручным или автоматическим управлением, улитку или другие станки.
Еще большей степенью автоматизации обладает универсальное оборудование – агрегаты с ручным (рычажным) управлением или установки, дополненные пультом управления.
Универсальный станок для ковки Blacksmith UNV2. Фото ВсеИнструменты.ру
Инструменты и приспособления, среди которых особенно востребованы кондукторы, представляют собой ручные предметы и механизмы соответственно, которые в большинстве случаев производятся самостоятельно.
Наличие оборудования, инструментов и приспособлений позволяет производить изделия холодной ковки своими руками, не обращаясь за помощью к специалистам.
Дизайн штор на балконе (фото интерьера)
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
https://youtube.com/watch?v=lXzm3RtqxS8
Оборудование для горячей ковки
Если сравнивать холодный и горячий метод ковки, то сразу, можно сказать, то, что первый способ требует от работника значительно большего мастерства, наличия некоторых художественных навыков и, конечно, умения работать с набором необходимых инструментов.
Оборудование для горячей ковки
Ковка материала происходит после его предварительного нагрева в кузнечной печи. Ее называют горном. Горн оснащен оборудованием для принудительной подачи воздуха. Нагрев производят до заданной температуры и после этого переносят на наковальню. Это металлическая плита, на которой производят ударную обработку разогретой заготовки. Ее выполняют с помощью молотков и кувалд разного веса. Один работник, легким молотком наносит удар по нужному месту, а второй, вооруженный тяжелым молотком или кувалдой, наносит в обозначенное место сильный удар. После того как заготовка остыла, ее снова загружают в печь для нагрева. Все перемещения детали в процессе ее обработки выполняют с помощью клещей с длинными рукоятками.
Ручная горячая ковка
Кроме, вышеназванных основных инструментов при горячей ковке применяют множество специального инструмента, который позволяет резать горячий метал, формовать сложные поверхности при горячей ковке металла.
Кузнечный горн
Для нагрева заготовок применяют печи, которые называют кузнечным горном. В его конструкцию входит несколько узлов. В частности:
- ствол, выполненный из материала стойкого к воздействию огня;
- очаг, со встроенной колосниковой решёткой;
- системы подачи и отбора воздуха;
- рабочего окна через которые подают длинные заготовки;
- дымоход, через который происходит удаление продуктов горения.
Кузнечный горн газовый
Кроме того, в состав горна входит и закалочная ванна.В основе работы классического кузнечного горна лежит уникальная восстановительная способность углерода. Именно эта его способность с успехом противостоит окислению заготовки, то есть его горению. Тут важна и теплотворная способность углерода. Дело в том, что подавая воздух необходимо регулировать его количество. Его должно быть столько, что бы хватило сжечь углерод, а тепло, выделяемое при этом, поднимет температуру в горне еще выше.
Кроме того, подачу воздуха в горн необходимо настроить так, чтобы подаваемого кислорода не хватало для окисления металла. Но если разогретую заготовку продержать в таком состоянии свыше необходимого времени, то произойдет ее перенасыщение углеродом. Существует такой термин — пересушивание, то есть металл становится очень хрупким. Кстати, в качестве пересушенного металла можно привести чугун.
Муфельная печь
Оборудование, которое используют для разогрева деталей, выполненных из разных материалов до заданной температуры, называют муфельной печью.
Муфельная печь
Отличительной чертой этого оборудования является наличие муфеля. Так, называют деталь, которая защищает деталь от контакта с топливом и продуктами сгорания и в то же время служит камерой, в которой деталь нагревают.На практике применяют два вида таких печей, с постоянным и сменным муфелем. В первой печи загруженные детали проходят все операции — от нагрева до состояния готовности, во втором, только до охлаждения. То есть, по мере достижения необходимой температуры и определенной выдержки заготовки один муфель убирают и на его место устанавливают другой.
Наковальня
Один из ключевых инструментов применяемый и для холодной, и для горячей ковки металлов — наковальня. Именно на ее поверхности, кузнецы выполняют деформирование заготовки и приведение ее к готовому виду. Наковальню отличает большой вес и поэтому ее жестко фиксируют к деревянной колоде.
Наковальня — ключевых инструментов
Конструктивной наковальня состоит из:
- рога;
- наличника с отверстиями;
- основания с лапами для установки наковальни.
Для изготовления этого инструмента применяют сталь 45Л. Надо отметить, то что, наковальни — это продукция, выпускаемая в соответствии с рядом ГОСТ. Например, ГОСТ 11396-75 нормирует безрогие изделия с весом от 92 до 200 кг, а ГОСТ 11398-75, определяет требования к изделиям с двумя рогами и весом от 100 до 270 кг.
https://youtube.com/watch?v=qgMsWaCbxTI
Твердость материала, из которого производят наковальни, составляет 340 — 477 по HB.