Длина арматуры с завода
Содержание:
- Содержание статьи
- 2 Стандартные и допускаемые при изготовлении на заводе длины изделий ГОСТ 5781
- Состояние поставки
- Местонахождение соединений арматуры внахлест
- Нормативное основание и типы соединений
- 2 Вес, механические свойства и требования к изготовлению
- Сортамент арматурных изделий гладкого типа
- 1 Виды стержневой арматуры и факторы, влияющие на ее длину
- Юбка с баской
- Чем соединять
- Соединение нахлеста арматурных стержней сваркой
- Материалы и инструменты
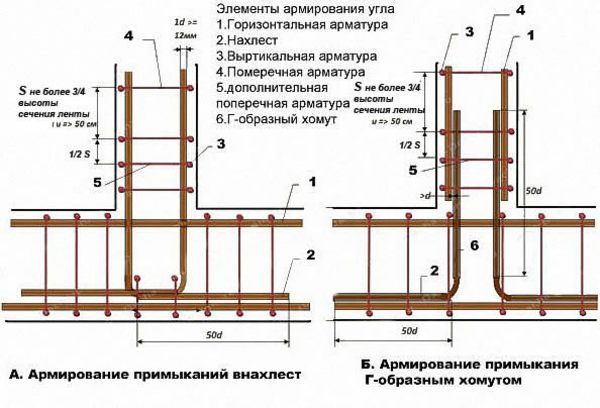
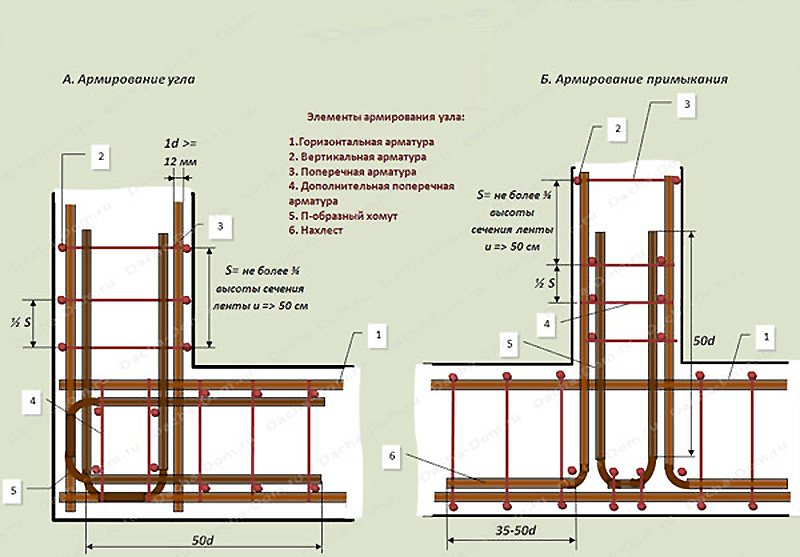
- Схема армирования углов ленточного фундамента
- 1 Азы определения площади сечения рифленой арматуры – каков диаметр?
- Фото решеток на окна
- Практические советы
Содержание статьи
2 Стандартные и допускаемые при изготовлении на заводе длины изделий ГОСТ 5781
Изделия этого стандарта изготавливают с номинальными диаметрами в пределах 6–80 мм. Причем в зависимости от конкретного значения этого параметра арматуру производят в виде стержней либо мотков из них. Так, самую известную среди очень широкого круга потребителей арматуру А240 (А-I) и А300 (А-II) с номинальным диаметром 6–12 мм производят стержнями либо в мотках. А продукцию этих классов, имеющую больший диаметр, делают только в прутках. Арматуру А400 (А-III) изготавливают в стержнях и мотках уже только при ее диаметре 6–10 мм, а с большим значением этого параметра – исключительно в прутках.
Арматура ГОСТ 5781
Остальные изделия стандарта 5781 – А600 (А-IV), А800 (А-V) и А1000 (А-VI) – независимо от их поперечного размера обычно производят в виде стержней. В то же время, согласно ГОСТу, арматура этих 3 классов диаметром 6 и 8 мм может быть по согласованию потребителя с производителем изготовлена в мотках. Прутки стандарта 5781, как указано в этом ГОСТе, производители должны изготавливать длиной в пределах 6–12 м. Однако при этом в зависимости от типа (по длине) поставляемой партии арматуры допускается ряд отклонений от данных стандартных значений. То есть согласно ГОСТ стержни производят и затем отгружают потребителю 3 видов:
- с мерной длиной;
- партии с мерной длиной, в которых есть немерные отрезки арматуры;
- с немерной длиной.
Так вот, первый вид продукции представляет собой арматуру, которая чаще всего по длине строго соответствует вышеуказанным требованиям стандарта. При этом протяженность у всех стержней партии должна быть какая-то определенная, одинаковая, причем оговоренная заранее в заказе потребителя либо выбранная производителем. В последнем случае это, несомненно, будет какая-то стандартная длина, то есть в пределах 6–12 м. А вот потребитель может заказать у производителя изготовление стержней с меньшей, но нужной ему длиной.
В случае с двумя другими видами поставки ГОСТом тоже допускаются некоторые отклонения от стандартной длины стержней. Если это второй вариант, то в продукции мерной длины, поставляемой с немерными отрезками арматуры, длина последних может быть 2 м и более (но не меньше), а их количество должно составлять не больше 15 % от общего веса партии. А когда это третий вариант, то в партии немерной продукции допускается наличие арматуры длиной 3–6 м, количество которой ограничивается 7 % от общей массы поставки.
Ну и, кроме того, по согласованию заказчика с производителем ГОСТом допускается изготовление прутков с протяженностью 5–25 м. А также есть еще один фактор, влияющий на реальную длину поставляемых стержней арматуры. Это регламентируемые стандартом допустимые максимальные отклонения для протяженности мерных прутьев. Они приведены в следующей таблице:
|
Длина прута, м |
Допустимое отклонение протяженности стержня в зависимости от точности его порезки, мм |
|
|
Обычная точность |
Повышенная |
|
|
До 6 включительно |
+50 |
+25 |
|
Свыше 6 |
+70 |
+35 |
Состояние поставки
Область, где частного застройщика почти всегда ждут неприятные открытия.
Арматура поставляется в мотках (толщиной до 22 мм) и прутках. Моток должен состоять из одного, максимум двух отрезков.
Длина стержней: 6 – 18 м. Прутки по стандарту 34028-16 бывают мерной длины (МД), мерной с немерной (МД1), немерной (НД, 6 – 12 м). В поставке МД1 допускается не более 3% немерных прутков с длиной не менее 2 м.
Прутки немерной длины стоят дешевле. Но вероятность обмана здесь достаточно велика. Если нет возможности посчитать и промерить каждый пруток, вы заплатите больше. Учитывайте и то, что за счёт нахлёста отдельных прутков расход арматуры увеличится.
Мотки должны разматываться свободно, нахлёст витков не мешать размотке.
Местонахождение соединений арматуры внахлест
Нормативные документы не разрешают располагать участки соединения арматуры ввязкой в местах предельных нагрузок и напряжений. Все стыки стержней рекомендуется располагать в железобетонных конструкциях с ненагруженными участками и без приложения напряжений. Для ленточных монолитных фундаментов участки перепуска концов прутьев нужно размещать в локальных участках с без приложения крутящих и изгибающих сил, или с минимальным их вектором. При невозможности выполнения этих требований, длина перепуска армостержней принимается как 90 Ø соединяемой арматуры.
 Расположение арматуры при вязке
Расположение арматуры при вязке
Общая длина всех вязаных перепусков в каркасе зависит от приложенных усилий к прутьям, уровня сцепления с бетоном и напряжений, возникающих по протяженности соединения, а также сил сопротивления в перехлестах армопрутьев. Главный параметр при расчете длины перепуска соединяемой арматуры – диаметр стержня.
Калькулятор
Таблица ниже позволяет без сложных расчетов определить нахлест армирующих прутьев при монтаже армирующего фундаментного каркаса. Почти все значения в таблице приводятся к Ø 30 связываемых армирующих стержней.
| Перепуск стержней в Ø | ||
| Ø стали класса А 400, мм | Перепуск | |
| в Ø | в мм | |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
Чтобы повысить прочность армокаркаса основания дома, нахлесты в арматуре необходимо правильно располагать по отношению друг к другу. причем контролировать размещение и в горизонтальной, и в вертикальной плоскости в бетоне. Российские и международные нормы и правила рекомендуют по этому поводу делать разнос связок, чтобы в одном разрезе находилось не более 50% нахлестов. Расстояние разнесения, определенное СНиП и ACI, не должно быть больше 130% всей длины стыков армирующих прутьев.
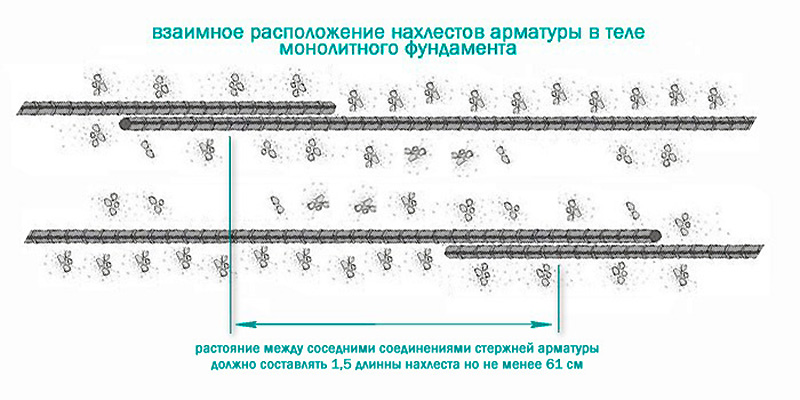 Как располагать нахлесты прутьев
Как располагать нахлесты прутьев
Международные требования ACI 318-05 определяют разнесение стыков на расстояние ≥ 61 см. При превышении этого значения вероятность деформирования бетонного фундамента от напряжений и нагрузок значительно возрастает.
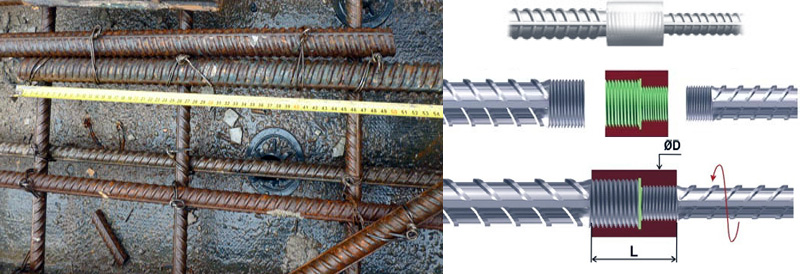
Нормативное основание и типы соединений
Требования снип 52-101-2003 предполагают выполнение условий жесткости для механических и сварных соединений арматурных стержней, а также для соединений прутьев внахлест. Механические соединения арматурных стержней – это резьбовые и прессованные крепления. К строительным операциям, материалам и инструментам применяются не только российские СНИП и ГОСТ – мировая стандартизация ACI 318-05 утверждает нормативное сечение стержня для вязки ≤ 36 мм, в то время как документация внутреннего пользования на российском рынке позволяет увеличить сечение прута до 40 мм. Такое разногласие появилось из-за отсутствия соответствующих задокументированных испытаний арматуры с большим диаметром.
 Способы вязания арматурных прутьев
Способы вязания арматурных прутьев
Соединение прутьев арматуры не допускается на локальных участках с превышением допустимых нагрузок и прикладываемых напряжений. Соединение внахлест – это традиционно вязание армостержней мягкой стальной проволокой. Если для армирования фундамента применяется арматура Ø ≤ 25 мм, то практичнее и эффективнее будет использование опрессованных креплений или резьбовых муфт, чтобы повысить безопасность самого соединения и объекта в целом. К тому же винтовые и опрессованные соединения экономят материал – нахлест прутьев при вязании вызывает перерасход материала ≈ 25%.Строительные нормы и правила № 52-101-2003 регламентируют требования к прочности основания здания – фундамент должен иметь два или более неразрывных контура из арматурных прутьев. Чтобы реализовать это требование на практике, выполняется вязка прутьев внахлест по таким типам:
- Соединение внахлест без сварного шва;
- Соединение сваркой, резьбой или опрессовкой.
 Стык внахлест без сварки
Стык внахлест без сварки
Стык без применения сварки чаще всего применяется в индивидуальном строительстве из-за доступности и дешевизны метода. Доступная и недорогая арматура для вязки каркаса – класса A400 AIII. Согласно ACI и СНиП не разрешается стыковать арматуру нахлестом в местах предельных нагрузок и на участках высокой напряженности для арматуры.
2 Вес, механические свойства и требования к изготовлению
В таблице ГОСТа 5781 по сортаменту гладкой АС A-I указаны площадь поперечного сечения, вес 1 м профиля и допустимые предельные отклонения в % от последнего параметра у готовых изделий. Масса приводится теоретическая (расчетная), при вычислении которой принимали, что арматура А1 имеет номинальный диаметр без отклонений, а плотность стали составляет 7850 кг/м3. Значения веса из таблицы ГОСТа для всех типоразмеров АС A240 в кг:
- диаметром 6 мм – вес 0,222 кг;
- 8 – 0,395;
- 10 – 0,617;
- 12 – 0,888;
- 14 – 1,21;
- 16 – 1,58;
- 18 – 2;
- 20 – 2,47;
- 22 – 2,98;
- 25 – 3,85;
- 28 – 4,83;
- 32 – 6,31;
- 36 – 7,99;
- 40 – 9,87.
Предельно допустимые отклонения согласно стандарта 5781:
- от номинального диаметра – должны соответствовать нормам ГОСТа 2590;
- от веса для типоразмеров:
- от +9 до –7 % теоретического веса 1 м – диаметром 6, 8 мм;
- от +5 до –6 % – 10–14 мм;
- от +3 до –5 % – 16–28 мм;
- от +3 до –4 % – 32–40 мм.
Овальность гладкой арматуры (разность в одном поперечном сечении профиля между наибольшим и самым меньшим фактическими диаметрами) не должна превышать величину суммы допустимых минусового и плюсового отклонений по диаметру.
К мерным пруткам АС A-I предъявляются требования по предельно допустимым отклонениям значений длины, зависящие от точности порезки металлопроката:
- для стержней длиной до 6 м включительно: в случае повышенной точности резки +25 мм, обычной – +50 мм;
- больше 6 м: +35 и +70 мм соответственно.
Кривизна АС, изготовленной в виде прутков, не должна превышать величину в 0,6% от ее замеряемой длины.
 Гладкие прутки АС A-I
Гладкие прутки АС A-I
Помимо предела текучести, который был указан выше, для гладкой АС A-I в стандарте 5781 приведены и иные механические свойства. Относительное удлинение при изгибе (испытаниях) – 25%. Временное сопротивление арматуры разрыву – 373 Н/мм2 (соответствует 38 кгс/мм2).
Арматура А1 после изготовления подвергается в холодном состоянии испытаниям на изгиб (должна их выдерживать). Ее изгибают вокруг оправки на угол в 180о. Для профилей толщиной 6–20 мм используют оправку такого же диаметра, что и у самой арматуры. Для АС толще 20 мм берут с диаметром, равным 4 размерам изделия.
Есть в ГОСТе и требования к качеству поверхности готовой АС. Рванин, трещин напряжения и раскатных, прокатных закатов и плен на ней быть не должно. Стандартом разрешаются отдельные раскатные отпечатки, наплывы, загрязнения, следы раскатанных пузырьков, незначительная ржавчина, а также чешуйчатость и рябизна.
Сортамент арматурных изделий гладкого типа
ГОСТ 5781-81 оговаривает не только технические и остальные характеристики арматурных изделий гладкого профиля, но и их сортамент, который включает в себя 20 типоразмеров такой арматуры. Так, положениями ГОСТ предусматривается выпуск гладкой арматуры следующих диаметров: 6, 8, 10, 12, 14, 16 мм, а также 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 55, 60, 70 и 80 мм. Площадь сечения арматуры каждого типоразмера и ее удельную массу (теоретические) тоже можно узнать из положений ГОСТ 5781-82. Для примера, теоретический вес арматуры, диметр которой составляет 16 мм, равен 1,58 кг, а изделия с диаметром 80 мм — 39,46 кг.
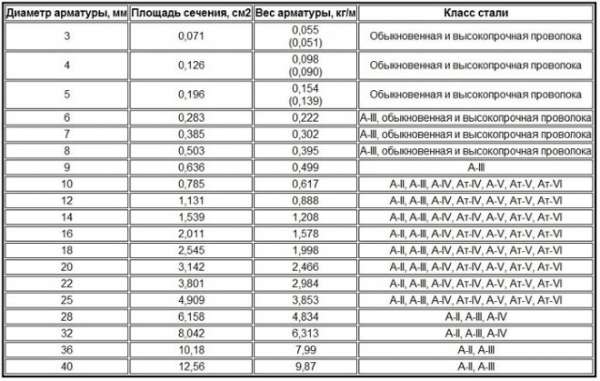
Вес погонного метра гладкой арматуры
Стандартом оговариваются и правила обозначения арматурных изделий, в качестве примеров которых можно рассмотреть маркировку нижеследующих элементов: 16-A-I (А240) ГОСТ 5781-82 — арматурный пруток диаметром 16 мм, соответствующий классу A-I; 22-A-IV (А600) ГОСТ 5781-82 — арматурный пруток класса A-IV, диаметр которого составляет 22 мм.
В таблице, где представлен весь сортамент гладкой арматуры, можно узнать все размеры, соответствующие каждому классу изделий, а также их технические характеристики.
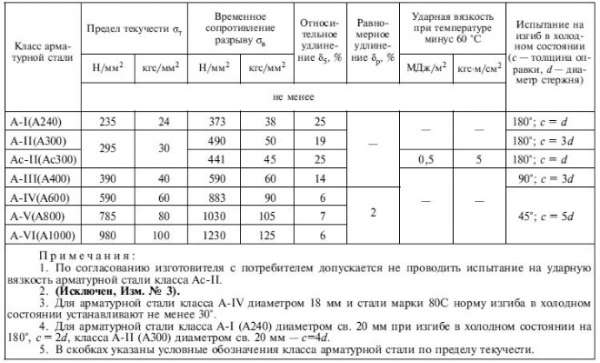
Механические свойства арматурной стали
Отклонения, которые арматура гладкая может иметь по своему номинальному диаметру, оговариваются положениями стандарта 2590. Его требованиям обязан соответствовать весь горячекатаный прокат круглого сечения, диаметр которого находится в интервале 5–270 мм. Оговаривается стандартом и такой параметр круглых арматурных прутков, как их овальность, рассчитывающаяся следующим образом: берется разность между самым большим и наименьшим значениями фактических диаметров профиля, измеряемых в одном сечении. Такая разность, согласно требованиям ГОСТ, не должна быть больше суммы допусков (плюсового и минусового), оговоренных для данного диаметра.
Арматурную сталь, относящуюся к разным классам, а также различного диаметра, производители выпускают в следующем виде:
- арматура, относящаяся к классам A-I и A-II, с поперечным размером до 12 мм, допускается к поставке заказчикам в прутках или мотках, а если ее диаметр больше — только в прутках;
- изделия, относящиеся к классу A-III с размером поперечного сечения до 10 мм, допускаются к поставке в мотках или в виде стержней, если диаметр больше — в прутках;
- арматура классов A-IV и A-V поставляется преимущественно в прутках, за исключением изделий с поперечным размером 6 и 8 мм, по предварительной договоренности с заказчиком такие изделия могут поставляться в виде мотков.

Арматура марки А1 диаметром 10 мм, поставляемая в бухтах
Длина стержней арматуры, которая может находиться в интервале 6–12 м, также обязана соответствовать определенным требованиям. Так, стержни могут отпускаться заказчику мерной и немерной длины, допускаются также партии мерной длины, где содержится не более 15% немерных стержней, длина которых не меньше 2 метров. Нормативным документом допускается, что по предварительной договоренности с заказчиком прутки гладкой арматуры могут нарезаться длиной, находящейся в интервале 5–25 м.
На длину мерной продукции, которая может соответствовать обычной или повышенной точности, стандартом оговариваются нижеследующие допуски:
- арматурные прутки, длина которых не превышает 6 м: обычная точность — +50 мм, резка повышенной точности — +25 мм;
- изделия длиной более 6-ти метров: обычная точность — +70 мм, повышенная — +35 мм.
Оговаривается стандартом и кривизна стальных арматурных прутков, данный параметр не должен быть больше 0,6% их длины. Гладкие арматурные прутки из стали A-I-A-IV не подвергают последующей термической обработке, а для изделий класса A-V, производители выполняют низкотемпературный отпуск. Такую термическую обработку в соответствии с ГОСТ можно не выполнять, если после испытаний, которые необходимо провести в течение 12-ти часов после выпуска изделий, величина относительного удлинения арматуры составляет не менее 9%, а равномерного — минимум 2%.

Допустимая кривизна сортового стального проката для производства гладкой арматуры
1 Виды стержневой арматуры и факторы, влияющие на ее длину
Как известно, вся стержневая строительная арматура делится на виды, марки и классы. Каждый тип этих изделий изготавливается по соответствующему ГОСТу, в котором как раз и регламентируется их стандартная протяженность. Кстати, следует отметить, что длина арматурных прутьев зависит не столько от их вида, как от диаметра, а также нередко от класса. Это станет очевидно в ходе ознакомления с нижеприведенными видами выпускаемой отечественной стержневой арматурной продукции.
Стержневая арматура
Всего ее по используемому для изготовления материалу производят 2 основных типа: стальную и композитную полимерную. Первый по назначению, способу изготовления и стальному сплаву подразделяется еще на три подвида. Это нижеперечисленная арматура, выпускаемая по соответствующим ГОСТам:
- горячекатаная продукция для предварительно напряженных, а также обычных изделий и конструкций из железобетона – ГОСТ 5781-82;
- термомеханически упрочненные стержни для изделий и конструкций из железобетона – ГОСТ 10884-94;
- свариваемые прутки для изделий и конструкций из железобетона – ГОСТ Р 52544-2006.
Всю композитную полимерную продукцию производят по одному ГОСТу. Это стандарт 31938-2012.
Юбка с баской
Еще один привет из прошлого — юбка с баской. Впервые о ней заговорили в Великобритании во время правления королевы Виктории. Она сделала баску главным украшением мужских костюмов, а затем перенесла и на женские, чтобы дамам не было обидно. Позже идею подхватил Кристиан Диор, а потом и другие дизайнеры в наше время. Сейчас настал тот период, когда про баску благополучно забыли. Но кто знает — может, в следующем году она снова войдет в моду.
Деловая леди: 6 образов для тех, кто всегда следит за детялями
@modnaya.odezhka
Есть маленький нюанс. Сегодня баску продают отдельно. Поэтому если надеть такой аксессуар на платье, брюки или юбку, то образ будет выглядеть стильно
При этом важно, чтобы вещи контрастировали друг с другом по цвету
@alena_goretskaya_kirov
@2daughters.ua
Чем соединять
При укладке армирующих поясов продольные и поперечные составляющие необходимо каким-то образом соединять. Это делают двумя способами: сваркой и вязкой с помощью проволоки.
Сварка — быстрый способ, но не самый лучший. Дело в том, что местах, которые подверглись воздействию высоких температур, сталь более подвержена коррозии. Это в условиях укладки в бетон — очень плохое качество.

Соединять арматуру можно при помощи сварки или проволокой
Если и еще один минус сварного соединения арматуры — во время заливки или трамбовки раствора есть довольно реальные шансы нарушить соединение. Оно обычно носит точечный характер и обломать его можно.
Соединенные сваркой элементы каркаса имеют большую прочность, но такое основание лишено возможности реагировать на подвижки грунта. А это ведет к образованию напряжений в бетоне и появлению трещин. Потому делаем вывод: на пучнистых и сыпучих грунтах лучше использовать вязку.
Вязка арматуры при помощи проволоки проводится вручную. Есть некоторые приспособления, облегчения процесса — крючки, клеши, пистолеты. Но все равно процесс занимает приличное количество времени.
Подробнее о том, как вязать арматуру для фундамента, читайте тут.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Материалы и инструменты
Для рукояти ножа используют древесину ценных пород. Лучшими считаются орех и клён, применяются бук, вишня, берёза, дуб и многие другие. Они имеют красивую текстуру, достаточную прочность, высокое качество поверхности после шлифовки и долгий срок службы.

При выборе сырья требуется обращать внимание на присутствие раковин, на влажность — пересушенный материал будет давать трещины, слишком сырой подвержен разложению. Требуемая влажность не должна превышать 12-15%
Залежалый материал также не пригоден для работы.


Пропитка нужна для защиты готового изделия от влаги, а при хорошей полировке даёт блеск, подчёркивая особое изящество. Для завершающей стадии обработки потребуется воск, канифоль, скипидар, а также наждачная бумага «нулёвка».

Если выбор сделан на всадном способе, то нужны эпоксидная смола и опилки дерева для надёжного крепления. Для накладного способа потребуется медный, латунный или бронзовый пруток и также эпоксидный клей.
В качестве инструмента для ручной обработки используют ножовку, рубанок, стамески, рашпили, скребки, абразивные камни, тиски. Можно воспользоваться и электроинструментом: электродрелью, электрическими лобзиком, стамеской и прочими.

Схема армирования углов ленточного фундамента
1 Азы определения площади сечения рифленой арматуры – каков диаметр?
Как известно, величина поперечной площади изделий круглого сечения зависит от их диаметра. Собственно по этому параметру она и рассчитывается. А в таблицах ГОСТов и других справочников на арматуру величины поперечного сечения указываются для соответствующих ее номинальных диаметров. То есть, чтобы выяснить площадь сечения того или иного изделия в поперечнике, сначала необходимо определить его диаметр. А уже потом следует сделать самостоятельный расчет либо посмотреть искомое значение в таблицах ГОСТа или справочника.
Как правило, диаметр должен быть указан в маркировке арматуры прямо на ней или в спецификации (других сопроводительных документах – например, в накладных) производителя на поставляемое арматурное изделие. Если таких отметок нет, то диаметр можно определить с помощью замера. Для этого лучше всего использовать такой измерительный инструмент, как штангенциркуль. Причем проще всего, разумеется, определить замером диаметр гладкой арматуры – правильного круглого поперечного сечения, то есть без рифления. При этом результатом обмера, скорее всего, будет какое-то значение, отличающееся от стандартных номинальных диаметров (указаны в ГОСТах на соответствующие арматурные изделия и в таблице ниже).
Это связано с определенными неточностями в изготовлении, которые допускаются стандартами. Величина такой погрешности регламентируется для каждого типа арматуры соответствующим для нее ГОСТом. Так вот, если результат обмера отличается от стандартных размеров, то его нужно округлить в большую или меньшую сторону до ближайшего по величине номинального диаметра, указанного в ГОСТе и таблице ниже. Это и будет определенный замером диаметр. Пользоваться для расчетов фактически замеренным не стоит по той причине, что на протяжении (вдоль длины) всего изделия размер может меняться в пределах допустимых отклонений и в большую, и в меньшую сторону.
В случае обмера диаметра рифленой арматуры в зависимости от ее типа (все виды указаны в статье «Марки и классы арматурных изделий») могут возникнуть некоторые нюансы. Так, если это прутки стандарта 5781, 10884 или Р 52544-2006, а также проволока ГОСТ 6727 либо 7248, то замеренное значение сразу округляем до номинального стандартного размера, как это было рассмотрено выше. Когда речь идет о рифленой арматуре из композиционных материалов, изготовляемой по ГОСТ 31938, то выяснить замером, какого именно номинального диаметра ее изготовил производитель, не представляется возможным. Дело в том, что согласно этому ГОСТу допускается производить композиционные арматурные прутки не только стандартных размеров, указанных ниже в таблице, но и иных номинальных диаметров. А изготовитель должен в своих документах на поставляемую арматуру указать номинальные диаметр и площадь сечения.
Для этого замеряем наружный (по вершинам периодических профильных выступов) и диаметр во впадинах между профилями. Затем сумму этих двух значений делим на 2. Это и будет приблизительный средний диаметр. Для получения более точного размера рекомендуется повторить всю последовательность этих действий для нескольких участков арматуры вдоль ее длины. Затем вычисляем среднее арифметическое полученных результатов. То есть суммируем все полученные значения диаметра, а эту сумму делим на количество рассчитанных средних размеров.