Как сделать блок-схему в word
Содержание:
- Керамзитоблоки своими руками
- Приготовление раствора
- Оборудование для производства блоков
- Формирование арболитовых блоков
- Как сделать блок питания?
- Этапы изготовления форм для блоков своими руками
- Сравнение изделий самостоятельного и заводского выпуска
- Рентабельность производства
- Самодельные станки с вибрирующим устройством
- Как сделать блок в Автокаде за 5 шагов?
- Керамзитобетонные блоки
- Расчет количества материалов для строительства дома
- Основные составляющие
- Схема станка
- Особенности изготовления формы для станка и его вибрационного механизма
- Делаем шлакоблоки
- Виды форм для изготовления шлакоблоков
- Приготовление правильного раствора
- Керамзитоблоки своими руками
- Способы изготовления шлакобетонных блоков
- Изоляция проводов:видео
- Шлакоблок: технология изготовления
- Отделка потолка
- Станки для блоков своими руками
Керамзитоблоки своими руками
Если в вашем регионе с керамзитом проблем нет, можете считать, что вам повезло: керамзитобетон, несмотря на дешевизну, встречается в продаже редко, но этот строительный материал характеризуется целым спектром положительных свойств. Для изготовления керамзитоблоков потребуется:
- собственно керамзит;
- цемент;
- песок;
- вода.
Основным материалом для создания смеси будет керамзит мелкой фракции
При замешивании раствора важно придерживаться определенной последовательности: в воду добавляется керамзит, затем – цемент, в завершение – песок. Пропорции раствора следующие: на девять литров воды использовать 54 кг керамзита, 9 кг цемента и 27 кг песка
Получится смесь весом около 100 килограмм, с выходом готовых блоков в количестве 9-10 штук.
Приготовление раствора
Раствор приготавливают из песка, цемента, воды и заполнителя, в качестве которого применяются различные материалы, как написано выше. Для проверки консистенции раствора на текучесть небольшое количество бросают на землю. Качественная смесь не растекается водянистыми потоками, при сжимании в кулаке она слипается в комок.
Производство шлакоблоков предполагает тщательную очистку шлака от постороннего мусора, не допускается попадание в раствор щепок, несгоревших частей угля. Иногда в раствор добавляется гипс. В этом случае смешивают три части шлака и одну — гипса, одновременно вводится вода. Этот раствор быстро используется, так как гипс затвердевает за минуты. Предварительно шлак перед замесом промачивают водой. Для улучшения качества изделий на выходе в раствор добавляют современные добавки-пластификаторы. Их действие увеличивает морозостойкость, водонепроницаемость и механическую прочность блоков.
В зависимости от назначения изготавливают два вида бетонных блоков – полнотелые и пустотелые. Первые применяют для строительства прочных конструкций, несущих стен, фундаментов. Второй вид блоков используется в качестве материала перегородок, он хорошо изолирует ограждающие конструкции от холода и посторонних звуков.
Оборудование для производства блоков
Автоматическая линия для производства блоков представляет собой современную комплектацию техники для изготовления полного списка разных видов строительных изделий:
Строительный блок
- строительный блок;
- фундаментный;
- перегородочный;
- блок для столбов, заборов;
- колотые камни с любыми наполнителями;
- тротуарные плитки;
- бордюр;
- забор;
- бетоны товарные;
- растворы;
- сухая смесь.
Автоматизированные линии производства блоков изготавливают такие виды блоков:
- стеновые: размеры 195*195*395 мм, 190х195х395 мм или 205х205х405 мм:
пескобетонный;
- керамзитобетонный;
- бетонный;
- арболитовый;
- полистиролбетонный;
- шлакоблок;
б) цокольные и фундаментные: размеры 195*195*395 мм, 190х195х395 мм или 205х205х405 мм:
- — бетонный;
- — пескобетонный;
- — железобетонный;
- — керамзитобетонный;
в) перегородочные: размеры 95*195*395 мм:
- пескобетонный;
- керамзитобетонный;
- бетонный;
- арболитовый;
- полистиролбетонный;
г) перегородочные размеры: 105*195*395 мм:
- пескобетонный;
- керамзитобетонный;
- бетонный;
- арболитовый;
- полистиролбетонный;
д) перегородочные размеры 145*195*395 мм:
Арболитовый блок
- пескобетонные;
- керамзитобетонные;
- бетонные;
- арболитовые;
- полистиролбетонные.
Поддоны не нужны, а все матрицы входят в комплект.
Формовочный комплект линии для производства блоков предназначается для работы с любым цементом, даже с самым низким качеством. Также есть возможность применения любого вида песка и наполнителя. Хорошо перерабатывается строительный отход.
Комплектация:
Полистиролбетонный блок
- Вибропресс.
- Комплекты для изготовления тротуарной плитки.
- Бетоносмеситель.
- Ленточный транспортер с приемочным бункером.
- Бункеры-дозаторы на один вибропресс.
Стоимость автоматизированного оборудования достаточно невысокая. Линии по производству блоков, цена которых порядка 250 000 рублей, являются очень рентабельным оборудованием и пользуются большим спросом у производителей разного рода блоков.
Формирование арболитовых блоков
Когда раствор готов, он высыпается в подходящую емкость и теперь его надо израсходовать в течение 15 минут. Чтобы сформировать и сделать арболитовые блоки своими руками, способов придумано достаточно много – на производствах это разборные опалубки на 6-12 блоков, а в домашних условиях они обычно делается по одной штуке в самодельных трафаретах.
Один из методов изготовления на видео:
Технология изготовления арболита предусматривает два варианта формовки:
- Быстрая распалубка – после первичного схватывания цемента. По сути, это безостановочный процесс – формирование блока (засыпка раствора в форму), прессовка (или вибропрессовка), распалубка и отправка на просушку. Вместе с приготовлением раствора даже один человек может в день сделать 80-100 блоков. Преимущество способа – скорость изготовления новых арболитовых блоков и безостановочность процесса.
- Распалубка через сутки – после опрессовки блок оставляется в форме на 24 часа, после чего только производится распалубка и досушка. Изготовить арболитовые блоки своими руками таким способом может получиться даже быстрее, но только при условии наличия достаточного количества форм, в которых арболит можно оставить на ночь. Преимущества метода – близкая к идеальной форма блока, которая после схватывания бетона не имеет возможности даже малейшего перекоса.
Чем хуже геометрия блоков, тем толще между ними будут цементные швы, которые образуют мостики холода. Для уменьшения теплопроводности блокам придается зигзагообразная форма, которая ломает такой мостик, предотвращая прямой отток тепла.
Для формирования блоков используется специальный станок или трафареты – все это оборудование для арболитовых блоков может быть сделано своими руками.
Использование станка
Оба устройства могут применяться в любом из методов, но свой станок чаще делают под быструю распалубку, для увеличения темпов производства. Их неоспоримое преимущество – это прессовка блока на вибростоле. Сам процесс формирования отличается простотой и оборудование можно доверять рабочим после минимального обучения.
Работа станка полуавтомат на видео:
- Готовая смесь засыпается в мерную емкость (1), которая смещается на направляющих (2), высыпая раствор в пресс-форму (3).
- Сверху на раствор устанавливается крышка (5) пресса (ее высота может регулироваться штырями (6) для людей разного роста) и придавливается рычагом (7).
- После придавливания включается вибростол (8). Он работает 20-30 секунд и автоматически отключается (можно использовать простейшее реле времени) – дольше трамбовать нельзя, потому что тогда цемент будет стряхиваться на дно блока.
- Рычаг откидывается назад (9), крышка пресса снимается (10) и пресс форма поднимается наверх (11), для чего нажимается педаль.
Готовый арболитовый блок можно забирать на просушку (12). Через 2-3 суток он наберет достаточную прочность для транспортировки.
Для использования метода распалубки через сутки пресс-форма делается разборной и съемной, а верхняя крышка может в ней фиксироваться защелками или другим удобным способом. После трамбовки блок снимается прямо с формой и отправляется на отстаивание.
Арболит с помощью трафарета
Используются две основные разновидности пресс формы – в виде коробки без дна и верха, а также разборная, в виде двух букв «Г», которые защелкиваясь вокруг дна образовывают жесткий короб, накрываемый крышкой. Она в свою очередь также фиксируется отдельными защелками, которые врезаны в боковые стенки.
Независимо от того, какая пресс-форма используется, основной алгоритм следующий:
- Короб готовится к засыпанию арболитовой смеси. Сквозной ставится на твердую поверхность (1), застеленную целлофаном (чтобы не прилип блок), цельный короб смачивается изнутри.
- Засыпается первый слой смеси, утрамбовывается, сверху добавляется второй слой, в случае необходимости третий и накрывается крышкой. На сквозной короб ложится (2) гнет (гиря или что-нибудь подходящее), у разборного верхняя часть фиксируется защелками (3).
- Если под рукой есть перфоратор, то можно пройтись ним по крышке, это заменит вибростол.
- В зависимости от применяемой технологии производится распалубка или форма оставляется для выстаивания.
Если производится быстрая распалубка сквозной коробки, то сначала вверх поднимается именно она (4), затем снимается гнет и убирается крышка. Блок отправляется на сушку вместе с основанием, на котором его формировали.
Как сделать блок питания?
У начинающего радиолюбителя когда-нибудь возникнет вопрос: как сделать простой блок питания самостоятельно в домашних условиях.

Перво-наперво необходимо определить, какой именно блок питания нужен и для каких точно целей. Блоки питания могут использоваться в разных сферах многими домашними мастерами.

Для того, чтобы сделать самостоятельно блок питания, необходимо разобраться с тем, как он устроен и как работает. Это поможет в дальнейшем осуществлять небольшой ремонт устройства при необходимости.

Определяем, какой именно блок нужен – регулируемый либо нет. Заранее, перед выполнением работ, необходимо найти все инструкции и схемы блоков питания, которые помогут сделать нужный вам прибор.








Регулируемый – это прибор, у которого можно изменить выходное напряжение (допускается изменение в пределах от 3 до 12 вольт). Например, если мы хотим получить 7 или 10 вольт – нам нужно будет всего лишь повернуть ручку регулятора.

Нерегулируемый прибор – имеет фиксированное выходное напряжение, которое нельзя изменить. К примеру, блок питания «Электроника» Д2-27 нельзя регулировать, и он выдает на выходе всегда 12 вольт.


Самые интересные для радиолюбителей являются регулируемые блоки питания. Они позволяют запитать достаточно много устройств (самодельных либо промышленных), которым понадобится разное напряжение питания.

Фото самодельного блока питания можно найти в журналах для радиолюбителей либо в интернете.

Этапы изготовления форм для блоков своими руками
Для изготовления металлических матриц понадобится листовая сталь б-3 мм и металлическая труба D 8 мм для формирования пустот, а также болгарка, сварочный аппарат, другие рабочие инструменты.
-
Подготавливаются заготовки для стенок. Их можно вырезать в домашних условиях болгаркой 450х210 и 220х210 по 2 заг. Дно формы должно иметь бортик высотой 3-3,5 см и ручку. На стенках делаются насечки (ф.3 ).
-
Для изготовления пустот потребуются цилиндры (фото 4). Для этого, от трубы отрезается нужное количество заготовок из расчета 3 ед. на 1 блок. Высота должна быть на несколько мм меньшей от высоты стенок. Для придания трубной заготовке конусной формы, с одной стороны нужно до половины разрезать трубу и зажать тисками. Каждую трубную заготовку нужно заварить с обеих сторон, получатся пустотелые заглушенные цилиндры (заполнители). Они привариваются к планке, затем вставляются в форму и планка приваривается к стенкам формы (ф. 5).
-
Заваривать все швы необходимо снаружи.
-
Из толстостенной пластины делаем пресс с отверстиями с диаметром, превышающим диаметр пустотных цилиндров. Пресс должен заходить на матрицу, примерно на 50 мм. К прессу привариваются ручки (фото 6).
Готовые формы для блоков своими руками не требуют больших затрат. С ними могут работать люди, не имеющие особенной квалификации. Главное, выполнить правильный замес и уплотнить содержимое.
Сравнение изделий самостоятельного и заводского выпуска
При производстве газобетонных блоков своими руками они затвердевают гидратационно, а на производстве – автоклавно. Эти материалы отличаются между собой по техническим и физическим параметрам. На производстве изготавливаются блоки стационарным и конвейерным способом. При использовании второго варианта снижается необходимость в участии человека к минимуму. В домашнем производстве материала человек принимает постоянное и непосредственное участие.
По сравнению с автоклавным газобетоном домашние блоки являются менее прочными. Также заводской материал имеет лучшие показатели морозостойкости, хрупкости, теплопроводности.
Рентабельность производства
На рентабельность изготовления блоков влияют разнообразные факторы. Она зависит от:
- Стоимости сырья;
- Вложений на покупку оборудования;
- Количества производственных отходов;
- Желаемого объема;
- Цели производства.
Специалисты провели расчеты в соответствии с показателями, в соответствии с которыми было установлено, что сделать газобетонные блоки своими руками дороже, чем приобрести готовый материал. Кроме того, этот процесс требует затрат сил и времени.
Газобетонные блоки – это универсальный строительный материал, который широко применяется для возведения зданий. Приобрести его можно на заводах и в строительных магазинах. Также можно провести изготовление блоков своими руками, предварительно рассчитав рентабельность этого процесса.
Самодельные станки с вибрирующим устройством
Схема самодельного станка
Вибростанки для изготовления шлакоблоков – это более совершенное оборудование. Получать блоки на них быстрее и удобнее, так как не нужно ожидать схватывания раствора. В этом случае бетонный раствор готовится более жестким и густым, он должен иметь небольшую усадку.
Технически это реализуется двумя путями:
использованием вибрационного стола;
Вибростол
оснащением самой формочки двигателем, на валу которого установлен эксцентрик со смещенным центром тяжести.
Станок с эксцентриком удобнее для производства большого количества материала, поскольку он позволяет получать готовый блок в один заход без переворачивания.
Самодельный станок по схеме «несушка»
Станок – «несушка»
Приведенный чертеж станка для изготовления шлакоблока является одним из самых простых.
Конструкция его включает в себя такие основные элементы:
- формовочный ящик – матрица (у него отсутствует дно);
- вибратор на боковой стенке;
- ручки ящика, предназначенные для легкого снятия без повреждения формы слепка;
- сменные комплекты прижимных пластин;
- пустотообразователи под различную форму пустот.
Действующий стандарт предусматривает установленные размеры одного такого блока – 39 х 19 х 18,8 см. При этом пустотность не должна превышать 30%.
Изготовление матрицы
- Берется листовой металл (от 3 мм);
- Из листа вырезается форма по размеру одного блока (к указанным размерам прибавляется 5 см для утрамбовки);
- Формируется сквозной короб (дно отсутствует);
- Большую устойчивость коробу придают приваренные с торцов специальные планки. Для этого используются профильные трубы с небольшим сечением;
- Выполняется обивка по основанию матрицы листовой резиной, что послужит для предохранения нижних краев матрицы от деформирования;
- Формируется фартук для окаймления, который будет препятствовать просыпанию раствора при заполнении формы;
- Приделываются ручки.
Как сделать блок в Автокаде за 5 шагов?
Чтобы создать так называемое определение блока, необходимо:
Рис. 2. Команда AutoCAD «Создать блок».
ШАГ 1. Перейти на вкладку «Вставка» → панель «Определение блока» → «Создать блок» или в командной строке прописать псевдоним команды «БЛОК» — «б» и нажать Enter.
В открывшемся диалоговом окне «Определение блока» нужно:
ШАГ 2. Задать блоку уникальное имя (в нашем случае — «Резистор»). Имя обязательно должно отображать суть создаваемого элемента чертежа. Если вдруг вы допустили опечатку в названии или указали некорректное имя, то имейте в виду, что блок можно переименовать даже после его создания (читать подробнее, как переименовать блок в Автокаде).
ШАГ 3. Задать базовую точку. В качестве базовой точки блока рекомендуется указывать какую-либо характерную точку на самом объекте. Во-первых, вам будет удобнее потом вставлять блок. Во-вторых, именно в базовой точке появляется «ручка». Т.е. при выделении блока объектные привязки будут срабатывать относительно ее.
Рис. 3. Указание базовой точки для блока AutoCAD.
ШАГ 4. Выбрать объекты, которые должны войти в блок. Ниже есть группа переключателей, которые определяют, что делать с выделенным набором объектов после их объединения в блок:
— Оставить — объекты будут сохранены на чертеже в том виде, в котором они были до создания блока.
— Преобразовать в блок — исходный набор объектов будет заменен на созданный блок. Эта установка используется по умолчанию и подходит для большинства случаев. Воспользуемся именное ей.
— Удалить — исходные объекты будут удалены с чертежа после создания блока.
Рис. 4. Настройки диалогового окна «Определение блока».
ШАГ 5. После выполненных настроек необходимо нажать «Ок». В результате исходные объекты преобразуются в блок и будут выглядеть следующим образом:
Рис. 5. Готовый блок AutoCAD «Резистор».
Керамзитобетонные блоки
Керамзитобетонные блоки — это один из видов шлакоблоков, где наполнителем служит керамзит.
Технология
Технология изготовления строительных блоков керамзитобетонных, в общем такая же, как и любых других:
- в предварительно смазанные формы помещается исходный материал;
- утрамбовывается;
- форма снимается минут через 10;
- изделие остается на месте;
- через 12 часов переносится в защищенное от осадков и прямых лучей солнца место.
- при теплой погоде блоки станут твердыми по истечении немногим меньше месяца.
Если планируется делать толстые стены (около 0,5 м), то блоки лучше с пустотами. Для этого в форму вставляются вставки из дерева: круглые или квадратные. А чтобы они хорошо вынимались, перед тем как вставить, закутайте их в кровельное железо.
Преимущества
- небольшой вес;
- морозоустойчивость;
- воздухопроницаемость;
- влагостойкость;
- прочность;
- небольшая стоимость.

Дом из керамзитобетонных блоков строится быстрее чем из кирпича, раствора на кладку уходит меньше.
Расчет количества материалов для строительства дома
После выбора материала приходит пора рассчитать его количество. Если вы обратились в компанию, можно не заниматься этим самостоятельно, но все же лучше сделать подсчет, чтобы убедиться в честности застройщика. Для начала нужно все показатели перевести в строительный объем, то есть м3, являющиеся единицей продажи материалов. После выяснить объем одного блока и определить, сколько их нужно на 1 квадратный метр.
Определение общего объема приобретаемого строительного материала определяется посредством определения всех габаритов будущего дома: высоты, длины, толщины стеновых панелей. Не стоит забывать в расчетах оконные, дверные проемы.
Теперь выясненный общий строительный объем поделить на количество блочных элементов, которые в сумме составляют покрытие 1 квадратного метра – число и будет тем количеством материала, которое нужно купить.
Основные составляющие
Рассмотрим состав, а также оборудование для проведения работ по изготовлению газобетона.
Покупка готовых блоков, с учетом доставки их на место, обойдется значительно дороже
Материал или ингредиенты для газобетона:
- вода;
- известь;
- кварцевый песок;
- цемент;
- алюминиевая пудра.
Все материалы, которые используются в изготовлении газобетона, не выделяют токсических веществ. Благодаря этому стройматериал безопасен для здоровья людей и может быть использован для постройки жилых помещений. Качественное оборудование и доступные компоненты делают процесс производства газобетона быстрым и удобным.
Где вы предпочли бы жить: в частном доме, или квартире?
В последние годы такая продукция имеет повышенный спрос с возрастающими процентами продаж. Часто оборудование для изготовления газобетона становится стартом – началом собственного бизнеса со стабильным доходом.
Схема станка
Ниже приводится точный чертеж станка для изготовления шлакоблоков с указанием точных размеров. Пустоты могут быть сформированы различной формы (прямоугольные или круглые).
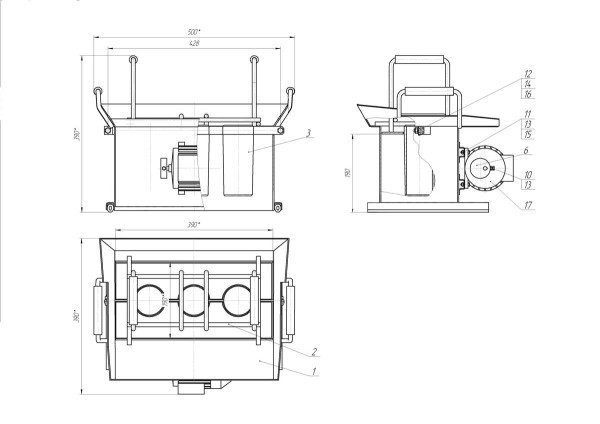 Чертеж станка
Чертеж станка
Для изготовления пустотообразователя хорошо подходят круглые трубы. Конусную форму при этом заготовке можно придать с помощью токарного станка.
Вибратор изготавливается из электродвигателя небольшой мощности. Для этого подходит, например, мотор от стиральной машинки мощностью в 150 – 200 Вт. Смещение центров выполняется следующим образом.
На ось двигателя крепится эксцентрик, который можно сделать из металлической планки с несимметрично расположенным отверстием. Размеры, вес и форму необходимо определить экспериментально. Если величина эксцентрика будет слишком большой, то вибрация будет чрезмерной, вследствие чего бетонный слепок будет разваливаться.
Усовершенствовать эту конструкцию можно, установив передвижную платформу с рычагами. Это позволит облегчить поднятие и перемещение по участку станка с виброусадочным узлом.
Особенности изготовления формы для станка и его вибрационного механизма
Основным элементом любого самодельного станка для изготовления строительного блока является его форма. Она служит шаблоном для всех шлакоблоков, которые будут изготавливаться на станке
Особое внимание должно уделяться ее размеру. Оптимальный вариант размера формы — 40*20*20, который совпадает со стандартными габаритами стройблока
В основе формы должен быть листовой материал толщиной порядка 3 мм. Любые швы, которые появляются при сварке, рекомендуется делать с внешней стороны. Из-за них может в дальнейшем изменяться размер изготавливаемых шлакоблоков.
Любая форма должна подразумевать наличие в ней вставок в виде цилиндров. За счет этого внутри них будут возникать пустоты, требуемые с учетом технологии. Достаточно использования трех цилиндров, имеющих диаметр 8 см. Самодельный станок для изготовления блоков может включать в себя цилиндры, изготовленные из обрезков металлических труб.
Во избежание прилипания бетонного раствора к стенкам формы для производства блоков необходимо каждый раз смазывать ее и используемые отрезки труб маслом.
Польза механизма в том, что благодаря нему воздух будет активно выделяться из бетонной смеси, и она равномерно разместится по всей форме. Это позволит изготавливать более плотные по структуре блоки.
С функцией вибрационного механизма справляется электродвигатель. Для этого берется планка со смещенным центром тяжести и присоединяется к валу. Регулировка механизма осуществляется вручную, так как при сильной вибрации произойдет разбрызгивание бетонной смеси, а при низкой вибрации блоки будут иметь плохое качество.
В качестве механизма можно использовать обычный электродвигатель от стиральной машины. Достаточным показателем мощности будут 145-150 Вт.
Для защиты изделия от толчков потребуется наложение на него силиконового или резинового слоя.
Делаем шлакоблоки
Приготовление раствора желательно производить с использованием бетономешалки: наличие в составе раствора крупнофракционных наполнителей затрудняет получение качественной смеси вручную. Перед заливкой шлакобетона в матрицу поверхности стенок необходимо смазать машинным маслом или аналогичным продуктом. Это предотвратит прилипание раствора к стенкам матрицы.
https://youtube.com/watch?v=ORyVfoqKrg4
Заливаем смесь в форму, надавливаем прессом и одновременно включаем вибратор. Через 10-20 секунд раствор уплотнится и образует усадку, поэтому добавляем в матрицу смесь и повторяем процедуру, не выключая вибратор до тех пор, пока прижимная пластина не опустится до уровня ограничителей.
Как видим, основная сложность производства стеновых материалов заключается в том, чтобы изготовить станок для шлакоблоков своими руками с соблюдением требуемых мер предосторожности (шплинтованием резьбовых соединений, заземлением электрической части установки). Не следует ожидать от такого агрегата сверхпроизводительности, но некоторое усовершенствование конструкции облегчит процесс производства шлакоблоков: для придавливания пресса можно предусмотреть несложную рычажную систему
Приварив к несущей раме колесики, можно получить мобильный вариант устройства (так называемую «несушку»).
Приобретение заводских станков, оснащенных дополнительным оборудованием для автоматизации производства шлакобетонных изделий, предоставит возможность организовать собственный небольшой бизнес. На таком профессиональном оборудовании можно изготавливать не только блочную продукцию. Матрицы сменной формы позволят формировать тротуарную плитку, бордюры, декоративные элементы – по существу, любые аналоги бетонных изделий.
Самодельные станки такой универсальностью похвастаться не могут, но для индивидуального строительства этого и не требуется.
Виды форм для изготовления шлакоблоков
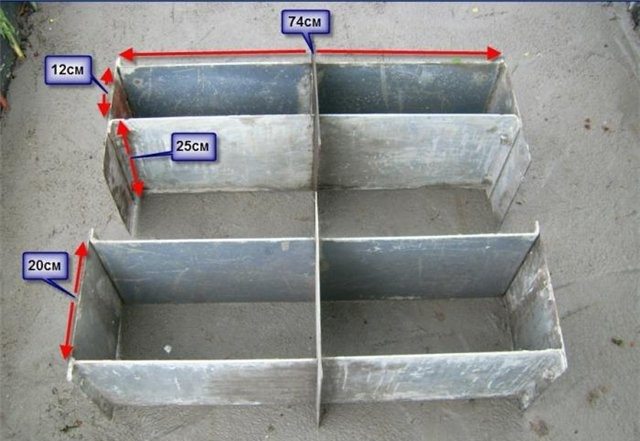 Качественно сделанная форма приемлемых размеров удержит бетонный раствор до полного затвердения.
Качественно сделанная форма приемлемых размеров удержит бетонный раствор до полного затвердения.
Разборные из дерева
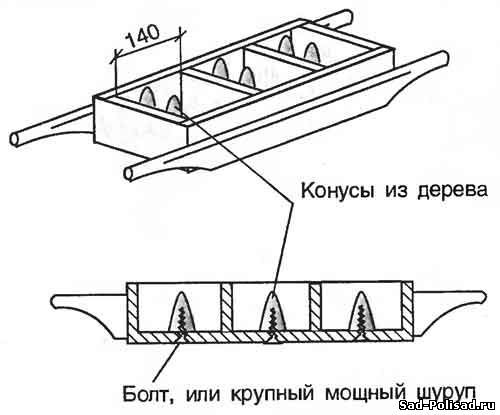 Форма для шлакоблока в виде носилок рассчитана на отливку 3 шлакоблоков.
Форма для шлакоблока в виде носилок рассчитана на отливку 3 шлакоблоков.
В домашнем производстве данных блоков удобны деревянные формы, которые проще изготовить.
- Такая конструкция — элементарная опалубка, в которую мы заливаем цементную смесь.
- Чтобы изготовить форму–оснастку, нужны строганные доски шириной с высоту шлакоблока. А длина их до 2 метров — с досками длиннее и работать труднее.
- Затем поперечинами из коротких досок делим основу на отдельные ячейки, в которых образуются шлакоблоки.
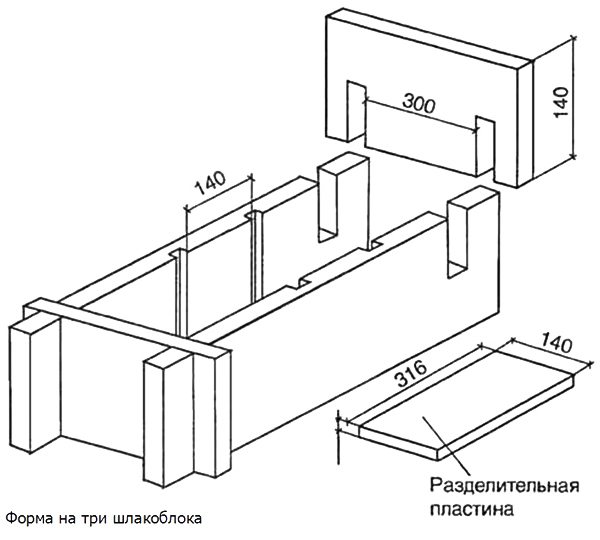 Две крайние поперечины входят в задвижные 7 мм пазы для соединения с продольными досками.
Две крайние поперечины входят в задвижные 7 мм пазы для соединения с продольными досками.
- Целесообразно эти детали поставить на фиксаторы — задвижные пазы. Эти разделительные пластины можно также установить в выпиленные в длинных досках выборы.
- В самодельные формы для шлакоблока поставим металлические цилиндры, куски труб или обычные пластиковые бутылки, наполненные водой (чтобы в растворе не всплыли),тяжелые бутылки из-под шампанского (9 штук) с толстыми прочными стенками для образования пустот в блоках.
- Дно формы можно застелить целлофаном.
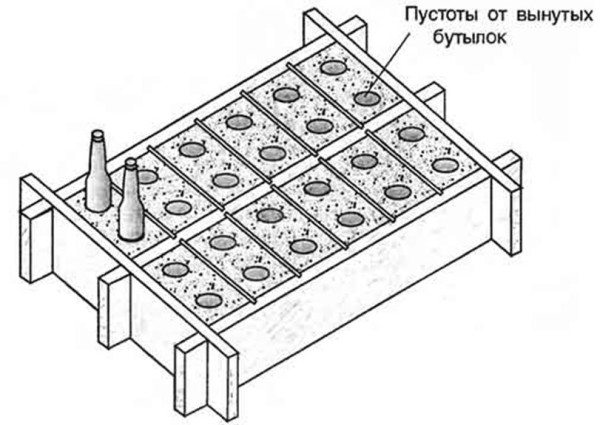 Установим бутылки в раствор для образования пустот.
Установим бутылки в раствор для образования пустот.
Из металла
 На фото – грамотно сделанная металлическая емкость.
На фото – грамотно сделанная металлическая емкость.
Сварные металлические ячейки с перегородками делаем по типу обычной опалубки или аналога из дерева. Кстати, из такой металлической оснастки шлакоблоки доставать проще и легче, особенно, если предварительно ее смазать отработанным маслом.
Инструкция по изготовлению металлической емкости и ее применению:
- целесообразно использовать листовой металл от 3-х мм толщины;
- из него вырежем матрицу по размерам шлакоблока, но с запасом в 5 см для неизбежной утрамбовки;
- далее формируем сквозной удобный короб без дна;
- резиновая обивка по периметру основания предохранит края блока от деформаций;
- для усиления устойчивости к коробу с торца приварим тонкие профильные трубы;
 Схема металлической формы
Схема металлической формы
- при изготовлении самодельных блоков в этих формах мы используем мягкий раствор с увеличенным количеством воды;
- через пару часов раствор схватится, и мы разберем конструкцию, оставив блоки сохнуть уже в свободном состоянии.
Самодельный станок
 Покупать промышленный станок не всегда оправдано
Покупать промышленный станок не всегда оправдано
 Схема самодельного стола-вибратора: 1-двигатель; 2-груз балансирующий; 3-шкив.
Схема самодельного стола-вибратора: 1-двигатель; 2-груз балансирующий; 3-шкив.
Мастера сконструировали самодельные станки для домашнего производства шлакоблока. Они оснащены вибрирующими устройствами, что максимально ускоряет процесс: изготовление без ожидания застывания бетона.
Застройщики используют 2 варианта:
- вибростол;
- формочку мотором, при этом даже не переворачиваем форму, чтобы достать сформированный шлакоблок.
Наиболее простой такой самодельный блочный станок-ящик собран по схеме «несушка». Он состоит из формовочной матрицы — ящика без дна и вибратора сбоку на стенке. Данный вибратор можно изготовить из любого маломощного электродвигателя на 150 Вт (например, от стиральной машины).
У ящика обязательно есть ручки, чтобы после формирования шлакоблока форма легко снялась, нисколько не повредив сам слепок.
Приготовление правильного раствора
Инструкция предполагает следующую рецептуру приготовления бетона для блоков:
На семь частей наполнителя (для этой цели лучше всего подходит угольный шлак от домны) берется две части керамзита (крупного песка), две части гравия (5 – 10 мм), 1,5 части цемента (М500) и три части воды;
Количество воды является приблизительным
Важно, чтобы раствор не был жидким. Правильная консистенция раствора проверяется сжатием его в кулаке
Если он правильной консистенции, то он слипнется, но при этом, если его бросить на землю, он должен развалиться;
Качество шлакоблоков увеличивается добавлением пластификатора в смесь (5 г на один блок). Это придаст готовым блокам водонепроницаемость, морозостойкость и прочность.
Керамзитоблоки своими руками
Если в вашем регионе с керамзитом проблем нет, можете считать, что вам повезло: керамзитобетон, несмотря на дешевизну, встречается в продаже редко, но этот строительный материал характеризуется целым спектром положительных свойств. Для изготовления керамзитоблоков потребуется:
- собственно керамзит;
- цемент;
- песок;
- вода.

Основным материалом для создания смеси будет керамзит мелкой фракции
При замешивании раствора важно придерживаться определенной последовательности: в воду добавляется керамзит, затем – цемент, в завершение – песок. Пропорции раствора следующие: на девять литров воды использовать 54 кг керамзита, 9 кг цемента и 27 кг песка
Получится смесь весом около 100 килограмм, с выходом готовых блоков в количестве 9-10 штук.
Способы изготовления шлакобетонных блоков
В настоящее время такой вопрос, как изготовить шлакоблок в домашних условиях, можно решить двумя способами:
- При первом способе используются небольшие формы, в которых блоки затвердевают;
- При втором – используется специальное оборудование. Это оборудование может быть заводского изготовления или сделанное самостоятельно, возможно с привлечением знакомого токаря.
Шлакоблоки в формах
Самодельные формы
Изготовление шлакоблока в домашних условиях возможно с помощью как деревянных, так и металлических форм. Считается, что стандартные размеры блока составляют 39х19х19 сантиметров, но в зависимости от предназначения формы можно делать практически любыми.
Формы состоят из боковых стенок и дна. Если формы изготавливать таким образом, что в каждую заливать по несколько блоков, то можно значительно сэкономить материал.
Чтобы блоки получались легкие и недорогие, в них создаются пустоты, для этого в формы вставляются стеклянные бутылки. Чтобы их легче было доставать, они располагаются горлышком вниз. Лишний раствор снимается, оставшийся хорошо разравнивается.
В формах блоки находятся в течение суток, затем они вытаскиваются и складируются невысокими штабелями. Для строительства они готовы через месяц.
Шлакобетон на специальном оборудовании
Станок своими руками
Изготовление шлакоблоков в домашних условиях таким способом, является более высокопроизводительным и гарантирующим более высокое качество. Но для этого необходимо специальное оборудование, в частности бетономешалка и вибростол.
Для изготовления станка необходимо:
- использование стального листа, толщиной 2-3 мм;
- асинхронного двигателя, мощность которого 100 Ватт и более;
- грузы для вызова дисбаланса и вибрации;
- цилиндры для создания пустот.
Делаем станок для производства шлакобетонных блоков
Делаем станок
Оборудование для шлакоблоков в домашних условиях можно сделать следующим образом:
- Из стального листа вырезаются заготовки следующего размера: два прямоугольника 40х25, два – 20х25, один – 40х15, четыре – 4х4 и один – 39,5х19,5 сантиметров.
- Из стальных прямоугольников 40х25 и 20х25 сантиметров сваривается форма, внутренние размеры которой будут соответствовать размерам стандартного блока. Но, как уже было сказано, размеры можно варьировать.
- От трубы отрезаются три заготовки, диаметром 8 сантиметров, длиной 25 см.
- Эти заготовки привариваются к форме, с помощью ребер жесткости, размером 4х4 см, при этом они располагаются в ее верхней части.
- Вибратор крепится к более длинной стороне формы, используются для этого болты с гайками. Сами болты к форме прихватываются сваркой.
- Для защиты двигателя от воды и раствора, над ним приваривается козырек, к краю которого приваривается дополнительная ножка. Она необходима для дополнительной устойчивости, потому, что из-за вибратора сместился центр тяжести всей конструкции.
- К ручкам привариваются фиксаторы и можно приступать к изготовлению шлакоблоков.
Вариант вибростанка
Процесс изготовления шлакоблоков
А теперь инструкция, рассказывающая о том, как изготовить шлакоблоки в домашних условиях. Весь процесс разбивается на следующие этапы:
Формование.
Загружаем раствор
Специальные формы, предназначенные для изготовления шлакобетонных блоков, заранее смоченные, заполняются раствором. После чего их ставят на вибратор и включают на короткое время. Раствор дает осадку, и добавляют еще смеси.
После чего вибратор включается снова и ожидается, пока прижим не дойдет до ограничителей. Это значит, что формование закончено, и спустя 5-10 секунд форму можно снять, желательно до остановки двигателя.
Блоки на сушке
Время сушки готовых блоков определяется температурой и влажностью воздуха и составляет диапазон от одной недели и примерно до месяца. Теперь, зная как делать шлакоблок в домашних условиях, работая вдвоем, можно в течение часа выдавать их до семидесяти штук.
Изоляция проводов:видео
Шлакоблок: технология изготовления
Современный шлакоблок обладает габаритами 188х190х390 мм, полнотелый строительный материал характеризуется достаточной прочностью для обустройства фундаментов и многоэтажного строительства, пустотелые используются во всех остальных случаях. Пустоты могут быть круглой, прямоугольной или квадратной формы, количество варьируется от одной до 8-10 пустот, показатель пустотности лежит в пределах 25-50%. Практически не уступая по прочностным показателям монолитным изделиям, пустотелые шлакоблоки позволяют сэкономить дорогой цемент почти вдвое.
Для быстрого и качественного замеса смеси, желательно использовать строительную бетономешалку
Наполнителем при производстве могут служить:
- угольный шлак;
- мелкофракционный гравий;
- отсев щебня;
- песок;
- отходы кирпича;
- стеклянный бой;
- зола;
- перлит;
- гипс;
- опилки;
- древесная щепа.
При замешивании раствора пропорции будут зависеть от состава наполнителя. Главное условие – чтобы готовый раствор не растекался. Цемент при производстве шлакобетона используется марки не ниже М400, для улучшения эксплуатационных свойств готового изделия, в раствор могут добавляться пластификаторы.
Портативный станок для изготовления шлакоблоков своими руками
Ориентиром при самостоятельном производстве раствора для шлакоблоков может служить заводская рецептура: на семь частей доменного шлака – две части крупнозернистого песка, полторы части цемента и до трех частей воды. Способ проверки соответствия консистенции раствора требованиям простой: бросаем горсть на землю, она должна рассыпаться. Если собрать раствор и сжать его в кулаке, он обратно должен принять форму шара.
Отделка потолка
Станки для блоков своими руками
Для того, чтобы хорошо утрамбовать смесь для блочных стройматериалов, можно пользоваться вибростолом или изготовить станок для блоков своими руками с прикрепленным к боковине вибратором. На фото 7 предложен чертеж вибрационного станка. Готовую конструкцию оснащают ручками, которые помогают снять матрицу без повреждения сырой бетонной заготовки. Приваренные к несущей раме колесики создают передвигающееся устройство.
Фото 8 предлагает поэтапное изготовление оборудования на одну заготовку. Оно сходно с производством форм без двигателя. Прикрепленный вибратор облегчает работу и делает готовый стройматериал более качественным. Применение станочного оборудования для изготовления стройблоков – совсем несложное. Но, при работе с ним следует придерживаться техники безопасности.